Not Just for Manufacturing, Material Requirements Planning (MRP) Is Indispensable for Any Business
By Andy Marker | April 21, 2017 (updated November 18, 2021)
- Share on Facebook
- Share on LinkedIn
Link copied
Joseph Orlicky, author of the definitive Material Requirements Planning (MRP): The New Way of Life in Production and Inventory Management , said, "Never forecast what you can calculate." Nowhere is this rule more evident than in the manufacturing industry, where determining the right amount of raw material for current demand is a challenge. Underestimating will force you to short your clients, causing them to seek the products elsewhere. Overestimating will cost you money in either waste or storage.
However, manufacturing is only one industry that relies on the appropriate balance between supply and demand. Whether you work in a bakery or in a technology firm, implementing material requirements planning (MRP) concepts can dramatically benefit your company. Although originally intended exclusively for the manufacturing and fabrication industries, MRP is applicable to almost any industry, including the service industry. This is because MRP focuses on two universal concerns of business — customers and resources. MRP analyzes all company activities in terms of customer demands and manages all company resources via its own logic and data processing.
The following guide will teach you all about MRP, from basic concepts to more advanced topics, including a detailed definition of the system itself, its benefits and processes, its problems, and its history. It also includes a discussion of similar systems, such as manufacturing resource planning (MRP II), enterprise resource planning (ERP), distribution resource planning (DRP), and production planning. In addition, we offer tips on MRP best practices culled from around the web and from the experts. Finally, we review MRP software, tell you how to select the best one for your needs, and help you determine whether you should consider taking an MRP software course.

What Is Material Requirements Planning?
Material requirements planning (MRP) is a planning and control system for inventory, production, and scheduling. MRP converts the master schedule of production into a detailed schedule, so that you can purchase raw materials and components. Used mostly in the manufacturing and fabrication industries, this system is a push type of inventory control, meaning that organizations use forecasting to determine the customer demand for products. The manufacturing or fabrication company will forecast the amount and type of products they will purchase, along with the quantity of materials to produce them. They then push the products to the consumers. This contrasts with a pull system, where the customer first places an order. The main disadvantage of a push system is its vulnerability when sales vary. In this scenario, the forecasts become inaccurate, which for manufacturing, cause either a shortage of inventory or an excess of inventory that requires storage.
Inventory is divided into two categories, independent and dependent demand. Independent demand is a desire for finished products, such as cell phones or automobiles, whereas dependent demand is the demand for components, parts, or incomplete assemblies (sometimes called sub-assemblies), such as phone screens or tires for automobiles. You determine quantities for the dependent demand by determining quantities for the independent demand. For example, if you forecast your independent demand for the number of completely assembled cell phones that you expect to sell, you can forecast the quantities of your dependent demand materials, such as your screens, processors, batteries, and antennas. These part quantities depend on the quantity of cell phones you want to produce. This relationship between the materials and the finished product are shown on a bill of materials (BOM) and are calculated with MRP.
The three key questions that you must ask when planning for dependent demand are:
- What components do we need?
- How many of each component do we need?
- When do we need the components?
In determining how much material your product needs, MRP differs from consumption-based planning (CBP). MRP logic uses information received either directly from customers or from the sales forecast, calculating the material required based on the dependencies of other materials. CBP calculates material requirements only via historical consumption data. CBP does not consider the dependencies between different materials, as it presumes that future consumption will follow the same pattern that the historical data did.
MRP synchronizes the flow of materials, components, and parts in a phased order system, considering the production schedule. It also combines and tracks hundreds of variables, including:
- Purchase orders
- Sales orders
- Shortage of materials
- Expedited orders
- Marketplace demand
- Bill of material
For all companies, MRP has a few goals in common. These include making sure that the inventory level is at a minimum, but high enough to provide for the customer need, and that you plan all of the activities, including delivery, purchasing, and manufacturing.
There are some terms that will come up in MRP repeatedly. Some are terms related to MRP as a concept, and some are specific to MRP software. These terms are as follows:
- Item: In MRP, an item is the name or code number used for the event you’re scheduling.
- Low-Level Code: This is the lowest level code of an item in the bill of materials and indicates the sequence in which you run items through an MRP. You use low-level code because an MRP system recognizes and connects the level that an item appears in the product chain and uses it to plan the proper time to meet all of the system demands.
- Lot Size: This is the quantity of units you order during manufacturing
- Lead Time (LT): This is the time you need to assemble or manufacture an item from beginning to end. Two types of lead time are ordering lead time and manufacturing lead time. Ordering lead time is the time it takes from starting the purchase to receiving the purchase. Manufacturing lead time is the time it takes for the company to completely manufacture a product from start to end.
- Past Due (PD): This is the time during which you consider orders behind schedule.
- Gross Requirements (GR): You generate this MRP calculation through forecast scheduling using the number of produced units, the amount of required material for each produced unit, the current stock, and the ordered stock /stock in transit. This is the total demand for an item during a specific time period.
- Scheduled Receipts (SR): These are the open orders for products that the company currently possesses but has not yet fulfilled.
- Projected on Hand (POH): This is the amount of inventory you’ve estimated to be available after you meet the gross requirements. To calculate this sum, you add the POH from the previous time period to the scheduled order receipts and the planned order receipts and then subtract the gross requirements. (Current POH = Previous POH + SR + POR – GR)
- Net Requirements (NR): You generate this MRP calculation through master scheduling using gross requirements, on-hand inventory, and other quantities. This is the actual, required quantity to be produced in a particular time period.
- Planned Order Receipts (POR): The quantity of orders during a time period that is expected to be received. This planning for orders keeps the inventory from going below the threshold necessary.
- Planned Order Releases (PORL): This is the amount you plan to order per time period. This is POR offset by the lead time.
- Cumulative Lead Time: This is the greatest amount of time that it takes to develop the product. You may calculate it by looking at each BOM and figuring out which one takes the longest.
- Product Structure Tree: This is a visual depiction of the bill of materials, showing how many of each part and how many sub-parts you need to produce the product.

- Net-Change Systems: These are systems which identify only the changes between the new and old plan.
- Master Production Schedule (MPS): This is the schedule of finished products that drives the MRP process. The quantities in MPS represent what you need to produce to meet the forecast.
- Lumpiness: This is when product/material that is low or at zero suddenly spikes. Examples of lumpy or uneven demand include the need for service parts. You only need service parts when an appliance breaks, so forecasting the need for the parts may be difficult, as the demand is not continuous.
- Time Fence: Time fences are boundaries between different MRP planning periods. They offer the opportunity for programming changes, such as rules and restrictions.
What Is the Benefit of Material Requirements Planning?
You may use MRP concepts in a variety of different production environments. You may also use them for service providers, such as job shops. Examples of production environments include instances in which products are complex, products are only assembled to order, or demand items are discrete and dependent. In these cases, MRP can reduce the stored inventory, the component shortages, the overall manufacturing cost, and, therefore, the cost to purchase. This more accurate scheduling improves your company’s productivity by decreasing the necessary lead time, giving your customers a higher quality of production and service. Overall, your company is more competitive in the marketplace.
However, with these advantages come a few drawbacks. Foremost, MRP is only successful if the accounting is accurate. You must keep records of inventory and BOM changes up to date. Inaccurate input causes inaccurate output. Another potential downside to MRP is that it can be costly. If you don’t keep the input in a timely fashion, it can be difficult and expensive when switching over to a new system.
Material Requirements Planning Steps and Processes
MRP works because it is a well-organized framework of processes and calculations. An MRP system can completely transform a company’s operational procedures. Many people within an organization contribute to the MRP process, including sales, production, purchasing, receiving, stockroom, and shipping personnel.
MRP consists of three basic steps:
- Identifying the Quantity Requirements: Determine what quantity is on hand, in an open purchase order, planned for manufacturing, already committed to existing orders, and forecasted. These requirements are specific to each company and each company location and change with the date.
- Running the MRP Calculations: Create suggestions for materials that you consider critical, expedited, and delayed.
- Complete the Orders: Delineate the materials for the manufacturing orders, purchase orders, and other reporting requirements.

The calculations that MRP performs are based on the data inputs. As shown in the diagram above, these data inputs include:
- Customer Orders: This refers to the specific information you receive from customers and includes one-offs and regular ordering patterns.
- Forecast Demand: This is a prediction from the marketplace about how much probable demand there will be for a product or service. It is based on historic accounting and current trend analysis.
- Master Production Schedule (MPS): Both forecast demand and customer orders feed into the master production schedule. The MPS is a plan that a company develops for production, staffing, or inventory. It is the production future plan that includes the quantities you need to produce the products in a specified time period. It also includes inventory costs, production costs, inventory information, supply, lot size, lead time, and development capacity.
- Bill of Materials (BOM): Also called a product structure file, this includes the details and quantities of the raw materials, assemblies, and components that make up each end product.
- Inventory Records: These are the raw materials and the completed products that you either have on hand or have already ordered.
After MRP receives the input, it generates the output. There are four main outputs. These include:
- Purchase Orders (PO): This is the recommended purchasing schedule that includes the order you give to suppliers to send the materials. The PO includes a schedule with quantities and start and finish dates to meet the MPS.
- Material Plan: This details the raw materials, assembly items, and component needs to make the end products with quantities and dates. We recommend that you use attribute settings to set the time fences and to firm orders.
- Work Orders: This details the work that goes into producing the end product, including which departments are responsible for what part, what materials are necessary, and what the start and end dates are.
- Reports: MRP generates primary and secondary reports. The primary reports include all three of the above — those that deal with production and inventory planning and control. Secondary reports are those that detail things, such as performance control, exception data (e.g., errors or late orders), deviations, and predictors of future inventories and contracts.
The MRP technique can be vague at times because we call it a calculation process without necessarily indicating how to compute the data outputs. MRP is about putting mathematical controls into place using formulas that yield optimal results. MRP is an optimal control problem that calculates the initial conditions, the dynamics, the constraints, and the objective. The variables are the local inventory, the order size, the local demand, the fixed order costs, the variable order costs, and the local inventory holding costs. MRP comprises many methods and calculations. To find the order quantities, you can use any number of methods. Three of the most popular are:
- Dynamic Lot-Sizing: In inventory theory, this model assumes that the demand for product fluctuates over time. This complex algorithm generalizes the economic order quantity model. It requires dynamic programming to perform, so mathematicians also developed the following models.
- Silver-Meal Heuristic: This is an inventory control algorithm, also called least period cost, that minimizes the total relevant cost per unit of time. In other words, you use it to calculate the production quantities needed to meet the operational requirements at the lowest cost possible.
- Least-Unit-Cost (LUC) Heuristic: Although quite similar to Silver-Meal, LUC chooses the period in the future based on average cost per unit rather than on average cost per period.
Problems with Using Material Requirements Planning Systems
Although using an MRP system is vastly superior to cobbling together a system of spreadsheets and hand calculations, problems do arise. The biggest issue is data integrity. Data that is either not up to date or has errors gives output that is inaccurate and can end up costing your business serious money. You should carefully screen inventory and BOM data. Errors often occur during cycle-count adjustments, input and shipping, and reporting of scrap, damage, waste, and production. Barcode scanning and pull systems can minimize these types of errors.
Moreover, MRP systems can be rife with error when companies with facilities in different countries do not set up by individual location. For example, the MRP system could indicate that there is plenty of raw material available for production when, in fact, that raw material is on the other side of the world. Staffpower is also not always accounted for in MRP. In these cases, the MRP creates a capacity issue.
In addition, lead times can throw off MRP. The required lead time can change based on the product. MRP assumes that the lead time is always the same for each product, regardless of changes in supply, required quantities, or the possible simultaneous production of other products.
Solving your data-integrity issues may take some concentrated effort. Best practices for ensuring that your data is high-quality before you start your MRP process include:
- Using barcode scanning or a pull system to replace stock and enter products into inventory
- Making sure that shipping prints the container labels
- Requiring advance shipping notifications (ASN) from your suppliers that feed into a label system. In order to detect shortages and over-shipments, match labels with internal company numbers as product arrives.
- Recording scrap daily
- Troubleshooting and fixing causes of cycle counts that incorrectly change your inventory
- Confirming the bill of material at the production site
The History of Material Requirements Planning
During the early part of the 20th Century, material and planning control systems started using mathematics to calculate manufacturing lot sizes. In 1913, Ford W. Harris introduced the economic order quantity (EOQ) model , and it is still studied today for inventory management.
Joseph Orlicky developed MRP in 1964, while working for IBM to perform computerized supply planning. Dr. Orlicky was on a mission to educate senior executive customers to use computer technology to manage their inventory and control processes. At IBM, Dr. Orlicky worked with Oliver Wight, who ended up co-authoring a book with George Plossl in 1967, Production and Inventory Control: Principles and Techniques .
Long considered a bible of production and inventory control practices, the book’s influence was almost immediate. Black & Decker implemented MRP right away. The three professionals, Orlicky, Wight, and Plossl began the movement that saw nearly 700 companies adopt MRP by the time Dr. Orlicky’s book, Material Requirements Planning , came out in 1975.
By 1981, about 8,000 companies had adopted MRP. The next generation of MRP was considered closed-loop MRP, because it added a feedback feature that enabled the synchronization and adjustment of the master production schedule, effectively closing the loop . Helmed by the three professionals, APICS, formerly the American Production and Inventory Control Society, undertook a huge campaign called the “MRP Crusade” to tout the benefits of the MRP system and make it the standard for manufacturing planning in America. Still going strong, APICS now serves as a professional association for supply-chain operations, logistics, and management research and publications.
In 1983, Oliver Wight took MRP a step further and developed manufacturing resource planning (MRP II), also known as material planning. Considered a significant innovation, MRP II includes additional data, such as employee and finance information.
The most recent development for MRP came in 2011 when a new book was published by Joseph Orlicky’s original publishing company, McGraw Hill. This update to Orlicky’s work is the third edition of Orlicky's Material Requirements Planning . This edition introduced demand-driven MRP (DDMRP), with five components, including strategic inventory positioning, buffer profiles, level, dynamic adjustments, demand-driven planning, and highly visible and collaborative execution.
What Is Manufacturing Resource Planning?
Specific to the manufacturing industry is manufacturing resource planning (MRP II). MRP was so successful that organizations using it wanted more improvements and more automation. MRP II takes the principles of MRP and adds some additional areas, such as rough-cut capacity planning and capacity requirement planning (CRP), to give companies a comprehensive manufacturing plan. CRP is an accounting method that determines the load for each process according to the manufacturing order. CRP takes data from MRP.
MRP II isn’t solely about the computational needs, but is a management concept that can take many forms. MRP II works within a hierarchy that divides planning into the long range, medium range, and short term. The three main characteristics of MRP II are:
- A company-wide system
- A financially and operationally integrated system
- A system with the ability to perform “what-if” scenarios that show different ways to do things
MRP II also relies on the quality and timeliness of the inputted data. Inaccurate information or consistent lead-time fluctuations result in poor planning. These plans can lead to execution failure and even reimplementation.
What Is Enterprise Resource Planning?
Enterprise resource planning (ERP) is an extension of MRP systems that came about in the 1990s. MRP is a planning and control system for the resources in a company and was essentially the harbinger of ERP systems to come. ERP is a solution for the enterprise as a whole, with more functionality built in, extending the concepts of MRP and MRP II. All the functions in an enterprise are tightly integrated, including internal and external information. For example, an ERP system would possess advanced functionality in the areas of financial , customer relationship, and sales order management.
Today, the difference between MRP and ERP is that MRP can be a stand-alone application or just a piece of an ERP, whereas ERP can support the whole company. ERP is a single solution that addresses all business needs, not just the scheduling of resources. ERP has moved away from its manufacturing roots and gone on to support many different types of businesses. It decreases any information redundancies and adds elements, like user-level security. The line between MRP and ERP has blurred, as the more recent ERP systems rely on similar database structures and linkages . To clarify, MRP only concentrates on:
- Job costing
- Controlling stock
- Manufacturing
Using an ERP system gives your company some strategic opportunities. Companies report that the biggest benefits of their ERP system are increased efficiency, integrated information, more customized reports, higher-quality customer service, and more secure data. A well-used ERP system can enable your teams to be forward-looking and support your strategic vision for growth. A good ERP strategy improves your key business processes.
ERP systems do come with challenges, however. Once you’ve allocated substantial financial resources to a system, you must address the organizational culture, so your staff utilizes the system adequately. With an integrated system, the return on investment depends on the breaking down of company silos to achieve seamless processes.
What Is Distribution Requirements Planning?
Distribution requirements planning (DRP), also known as distribution replenishment planning, is a continuation of MRP logic that came about in 1981. DRP takes MRP one step further and calculates how to move the materials out of the facility. The product delivery is more efficient because DRP calculates the quantity of each type of goods that requires delivery, as well as where to meet the demand. DRP is a time-based approach to guarantee that inventory that’s likely to be low has a replenishment plan. DRP is similar to MRP but can work by either a push or pull system. ERP took over this functionality when it came about in the 1990s. Now, DRP can still be a stand-alone system or act as a module within an ERP system.
What Is Production Planning?
Production planning is the process ensuring that there are sufficient raw materials in a manufacturing business to create the products on schedule. More advanced than MRP, it extends the latter’s functionality. Developed to address some of the deficiencies of MRP, production planning expands upon MRP in the following ways:
- While MRP does not assume any limitations on production, production planning takes into account any production constraints.
- Production planning prioritizes and first completes the jobs that are the most lucrative.
- Production planning considers ordered-part lead time.
- Production planning uses more complex algorithms.
Material Requirements Planning Expert Advice
Although MRP may be challenging to implement, it is clearly worth the time, effort, and financial investment. Whether you are with a large organization or are a small business owner, it is important that you figure out how to best implement MRP and what software to use. Across the web, experts in MRP consistently make two suggestions: choose the right software, and keep your data accurate. With the right software for your company, you can harness the power of MRP. Whether you capture MRP in a comprehensive program, on an Excel spreadsheet, or with a stubby pencil and a legal pad, accurate data can consistently get you the right results and keep your business on track. The following are more tips culled from around the web on using MRP successfully. For more regularly updated MRP practice information, check out APICS magazine.
- Review Your MRP Reports with Everyone: MRP should not be only one person’s responsibility in your company, but should be dispersed so that everyone understands and can help solve problems that arise. Help resolving conflicts should come from the department responsible.
- Know Your Production Limitations: Most MRP systems will create a suggested schedule, but it is up to you to put into place your company capacity limits.
- Understand How Your System Accounts for Blanket Orders: It is easy for your system to get thrown off when you put in huge quantity orders without indicating release dates. Ensure that you have multiple dates entered when using blanket ordering, or at least understand how your system can account for these omissions.
- Stay Up to Date: Inaccurate dates on open sales orders, open purchase orders, or production tickets can create the illusion that you are low in materials. As a result, you’ll order more to meet your sales orders that are past due and waste money.
- Have Accurate Lead Times: Know how long it takes to get your materials, and keep accurate sales order dates. Each supplier may take slightly longer than another in getting you your critical supplies, so your MRP will only work if the lead time it calculates includes accurate data.
- Audit Your Lead Times: Regularly review and adjust your lead times based on your own historical data and your customers’ feedback. Ask customers how long it took to receive their products. Then document those responses.
- Make Sure Your Orders Consume Your Forecast: You should not be scheduling your production based on the higher number of forecast or sales order. As orders come in, your sales should be eating up your entire forecast. Your MRP report should summarize this for you, so you can figure out how well your production is meeting your demand without having excess inventory.
- Make Forecast Adjustments on a Rolling Basis: Whether your forecast is for sales or production, your system will produce your requirements that match. A forecast should never be a static figure, but should be tweaked constantly to reflect your market trends.
- Audit Your Inventory Balances: Especially when setting up a new system, you should have an accurate count of your on-hand inventory. Bad data in will give you bad data out. MRP excels at giving you data on your material requirements, but it will not do so if your initial counts are wrong.
- Account for Your Loss Factor: Every business will have some loss through the process of making their products. Whether you are a baker and have flour spills or a pharmaceutical manufacturer and have occasional chemical spills, there will be loss in the process. Without putting in a loss factor, you will be consistently short of raw materials.
- Know the Difference between Safety Stock and Reorder Point: MRP automatically assigns these two factors as hard numbers, but if they need to be more suggestive in nature, you should specify that in your system. Your reorder point should reflect the level at which you need to take action.
- Flag Your Unusual Orders: Odd or atypical orders should not be a part of your MRP history because they are outliers that can throw off your whole forecasting system.
- Match Your Forecasting Period to the Sales Period: Use cumulative data because sales are generally not regularly spaced events. Data based on periods that are longer gives more precise forecasts.

Yury Rachitsky is CEO and Co-Founder of LuxeDecor . He is a consultant specializing in ERP implementations. Here are his own words, including his experience and tips for successful MRP implementation and use:
“I was involved in implementing ERP systems for various manufacturers. MRP was an essential part for production planning and scheduling and was an integral part for ensuring the materials were ordered on time to meet customer demand. During our user-training seminars, it was always challenging to explain MRP to system users not directly involved with production planning and scheduling processes.
To simplify the MRP process explanation, we created a user-friendly chart that showed how MRP interfaces among different business departments. In short, MRP takes input from customer demand and forecast and produces scheduling recommendations for production and purchasing. MRP can go as far as automatically creating manufacturing work orders and purchase orders to meet customer and forecasted demand.
It is essential to have all the parameters set up correctly, such as manufacturing lead times and safety stock, to make sure that the resulting MRP recommendations are accurate. For example, if product includes wrong manufacturing or purchasing lead times, MRP will recommend starting production on a wrong date, and that can result in product being produced later than the customer demands it. This can result in loss of customers and decrease in revenue. However, if the data is accurate, MRP plays an integral part in guaranteeing on-time shipping and scheduling.
There is no question that MRP is a necessary part of every company that strives for efficient production planning and scheduling processes.”
Material Requirements Planning Software
Although MRP is often an integrated, automated system, it can also be handwritten or consist of different applications or modules in disparate software systems. MRP software focuses on the period during which you create a product, identify and purchase raw materials , determine resources, and plan the steps for production. This subset of modern ERP systems is usually available as a module and looks for efficiencies in each step. The cost of MRP software is a big concern for small businesses, but it’s clear that the investment is a huge money saver in the long run. Furthermore, your business may fiscally require a software system due to the risk of human error, slowed production times, and excessive manual labor costs. Still, companies need to consider what type of software is most appropriate for them category-wise, size-wise, and expectations-wise. For a small business, purchasing a comprehensive ERP suite may not only be wasteful, but also time-inefficient, defeating the system’s purpose.
Although the marketplace has a wide variety of providers, each claiming to offer the best system available, experts recommend that you carefully consider your needs and options before purchasing software. And while it’s always good to consult your network for a consensus on what others are using, remember that what works for your colleagues may not work for you. Before looking at any features or products, consider your business goals, as well as your current requirements. Some of the features you should consider when choosing MRP software include the following:
- Flexible requirements
- Advanced filtering
- Comprehensive drill-down capability
- Exception management
- Agile order management
- Aggregate requirements
- Workflow support
- Designated time frames
- Multiple quantity display
- Forecast consumption
- Supply-chain visibility
- Integration into multiple environments
- Software support
- Free trials

Download Microsoft Excel Template for Choosing MRP Software
Should You Take a Course on Material Requirements Planning?
Accurately forecasting for materials in your business is a big responsibility, whether you produce automobiles or veal dishes. MRP is meant to assist you in getting the quantities right, so you don’t have critical shortages or a surplus of raw material spoiling or taking up critical storage space. There are numerous online courses available concerning the concepts and use of MRP. The majority of courses teach you about specific software systems and cost anywhere from nothing to a few hundred dollars. Some of the courses come with certification, especially those for larger software systems, such as SAP. Courses are recommended for all MRP end users and analysts and any new MRP software users. We recommend some type of training for all staff who are new to the software.
Course topics usually answer the following questions:
- What is the process to plan MRP?
- What are the key settings that influence MRP?
- How do you generate demand through your forecast?
- How do you generate supply with MRP to create planned orders?
- How do you run MRP as a single or as an organization-wide process?
- How do you evaluate your MRP reports?
- How do planned orders become purchase orders?
- How do you resolve your MRP exception messages?
If this guide and taking a course on MRP still does not give you the confidence or proficiency to use an MRP system, you can always hire a consultant who specializes in MRP/ERP implementation and solutions. An outside expert can get to know your business and help you decide what software is right for you, as well as take your business through the steps to implement the system correctly. An independent pro may very well be worth the cost, but be aware that most consultants have their favorite software systems, so they may be biased in their recommendations.
Easily Manage Material Requirements Planning with Smartsheet
Empower your people to go above and beyond with a flexible platform designed to match the needs of your team — and adapt as those needs change.
The Smartsheet platform makes it easy to plan, capture, manage, and report on work from anywhere, helping your team be more effective and get more done. Report on key metrics and get real-time visibility into work as it happens with roll-up reports, dashboards, and automated workflows built to keep your team connected and informed.
When teams have clarity into the work getting done, there’s no telling how much more they can accomplish in the same amount of time. Try Smartsheet for free, today.
Discover why over 90% of Fortune 100 companies trust Smartsheet to get work done.
What Is Mrp (Material Requirement Planning)- How It Works And How It Benefits?

In the complex domain of operations management, Material Requirement Planning (MRP) stands out as a crucial component, steering the course of efficient production and resource utilization. This article delves into the intricacies of MRP, exploring how it operates and explaining the numerous advantages it provides to businesses.
What is MRP?
Simply put, MRP is a careful method for managing the materials needed in production. It involves planning, scheduling, and controlling inventory to ensure the right materials are on hand when needed, minimizing disruptions and optimizing production efficiency.
MRP in Operations Management
In the ever-changing field of operations management, MRP plays a crucial role in making processes more efficient. It acts as a key link connecting different production stages, starting from obtaining raw materials to assembling the final product. Companies using MRP systems experience improved coordination and smooth workflows across departments.
Advantages of Material Requirement Planning
The adoption of MRP brings forth a plethora of advantages, propelling businesses to new heights of operational excellence. Let’s delve into the key benefits that make MRP indispensable in the contemporary business landscape.
1. Streamlined Inventory Management
MRP enables businesses to maintain an optimal level of inventory by aligning it with production needs. This prevents overstocking and stockouts, ensuring that materials are available when needed. The result is a streamlined and efficient inventory management system.
2. Enhanced Production Scheduling
Using MRP, companies can create accurate production schedules using up-to-date information on customer demand and inventory levels. This improved scheduling helps to minimize delays, shorten lead times, and maintain a seamless workflow during production.
3. Cost Optimization
One of the primary objectives of MRP is to optimize costs through judicious resource allocation. By preventing excess inventory and minimizing wastage, businesses can significantly reduce operational costs, contributing to improved profitability.
4. Improved Coordination Across Departments
MRP acts as a central hub that connects various departments involved in the production process. This improved coordination ensures that everyone is on the same page regarding material requirements, production schedules, and resource utilization, fostering a collaborative and efficient working environment.
5. Timely Order Fulfillment
By aligning material availability with production schedules, MRP facilitates timely order fulfillment. This not only enhances customer satisfaction but also strengthens the overall reputation of the business in the market.
6. Accurate Demand Forecasting
MRP relies on accurate demand forecasting, which is crucial for planning production activities. By analyzing historical data and market trends, businesses can make informed decisions regarding material procurement and production schedules, reducing the risk of shortages or excess inventory.
Disadvantages of Material Requirement Planning (MRP)
Material Requirement Planning (MRP), while advantageous in many aspects, comes with its own set of challenges and drawbacks. Here are some of the notable disadvantages:
1. Implementation Costs
Introducing MRP systems can be a substantial financial investment for businesses. The initial costs associated with software implementation, employee training, and system integration can be a barrier, particularly for smaller enterprises.
2. Complexity and Learning Curve
MRP systems are inherently complex, and their successful utilization requires a certain level of expertise. Employees may face a steep learning curve, and the complexity of the system can lead to errors in data input or interpretation.
3. Data Accuracy Dependency
The effectiveness of MRP heavily relies on the accuracy of data input. Inaccurate or outdated data can result in flawed calculations, leading to incorrect production schedules, procurement orders, and, ultimately, disruptions in the supply chain.
4. Overemphasis on Forecasting
MRP is reliant on accurate forecasting to anticipate future demand. If market conditions change unexpectedly or if the forecasting methods are flawed, it can lead to overproduction or shortages, impacting the efficiency of the entire production process.
5. Rigidity in Handling Changes
MRP systems may struggle to adapt to sudden changes in demand, supply chain disruptions, or modifications in production processes. This lack of flexibility can result in inefficiencies and difficulties in responding promptly to evolving business conditions.
Objectives of MRP
Let’s delve into the primary objectives of material requirement planning and more granular details of the objectives that MRP seeks to achieve.
1. Optimal Resource Utilization
At the core of MRP lies the objective of optimal resource utilization. This involves not only ensuring that materials are available when needed but also minimizing waste and redundancy in the production process. By precisely aligning the procurement of materials with production schedules, MRP aims to create a lean and efficient operational ecosystem.
2. Just-in-Time Inventory Management
MRP strives for a delicate balance between having enough inventory to meet demand and avoiding excess stock. The goal is to establish a just-in-time inventory system, ensuring materials arrive precisely when required for production. This approach minimizes holding costs, mitigates the risk of obsolescence, and bolsters the overall agility of the supply chain.
3. Accurate Demand Forecasting
Anticipating future demand is a cornerstone of effective resource planning. MRP aims to sharpen this skill by leveraging historical data, market trends, and customer insights. Accurate demand forecasting enables organizations to align their production schedules with market needs, preventing both shortages and surpluses.
4. Enhanced Production Scheduling
MRP seeks to revolutionize production scheduling by providing a dynamic and responsive framework. The objective is to create a master production schedule (MPS) that adapts to changes in demand, supply chain disruptions, and other variables. This agility in scheduling ensures that production remains efficient and responsive to the ever-changing business landscape.
5. Cost Optimization at Every Stage
Cost efficiency is not just a byproduct; it’s a deliberate objective of MRP. This encompasses cost optimization at every stage of the production process, from procurement to assembly. By minimizing carrying costs, preventing overproduction, and optimizing the use of resources, MRP contributes to a lean and financially sound operational model.
6. Timely Order Fulfillment
Ensuring timely order fulfillment is a critical objective of MRP. By synchronizing production schedules with customer demand, businesses employing MRP can meet orders promptly and maintain high levels of customer satisfaction. This objective underscores the customer-centric approach embedded in the MRP philosophy.
7. Continuous Improvement and Adaptability
MRP is not a static system; it thrives on continuous improvement and adaptability. The objective is not just to meet current operational standards but to constantly refine and optimize processes. This commitment to ongoing enhancement ensures that businesses remain competitive and resilient in a dynamic market environment.
The Material Requirement Planning (MRP) Process
Material Requirement Planning (MRP) is a systematic and intricate process that plays a pivotal role in optimizing resource utilization and streamlining production workflows. Let’s dissect the MRP process into its key components, unveiling the steps that businesses undertake to orchestrate a seamless and efficient production cycle.
1. Bill of Materials (BOM) Creation
The foundation of the MRP process begins with the meticulous creation of a Bill of Materials (BOM). This comprehensive document outlines the specific materials, components, and sub-assemblies required for the production of each finished product. The BOM serves as the blueprint for the entire manufacturing process, providing clarity on the elements needed for assembly.
2. Master Production Schedule (MPS) Development
With the BOM in place, the next step involves the development of a Master Production Schedule (MPS). The MPS acts as the guiding force behind the entire MRP process, dictating the production schedule based on factors such as customer demand, inventory levels, and production capacity. This master plan serves as the nucleus, aligning the entire manufacturing process with strategic business objectives.
3. Inventory Status Updates and Analysis
Real-time information is paramount in the MRP process. Regular updates on inventory status, coupled with detailed analysis, form a critical aspect of MRP implementation. This step involves monitoring stock levels, tracking usage patterns, and factoring in lead times for procurement. Accurate and up-to-date inventory data empowers businesses to make informed decisions and maintain an optimal balance between demand and supply.
4. Net Requirements Calculation
Once inventory data is examined, the MRP system calculates net requirements for each material, considering both scheduled production and existing stock levels. This calculation involves determining the net quantity of materials needed to fulfill production goals while accounting for any surplus or shortage in inventory.
5. Purchase Order Generation
Armed with net requirements, the MRP system triggers the generation of purchase orders for materials that need replenishment. These purchase orders are meticulously crafted to ensure timely procurement, preventing any disruptions in the production schedule. The precision in purchase order generation is a key factor in achieving the just-in-time inventory management objectives of MRP.
6. Work Order Creation
Simultaneously, the MRP process involves the creation of work orders for in-house production activities. These work orders outline the specific tasks and processes required for assembling products. By aligning work orders with the master production schedule, MRP ensures that the production floor operates with optimal efficiency and synchronization.
7. Monitoring and Iterative Adjustment
The MRP process doesn’t conclude with the generation of orders. Continuous monitoring is integral to its success. Businesses regularly assess the actual versus planned outcomes, allowing for iterative adjustments. This method guarantees the MRP system’s flexibility in response to shifts in demand, alterations in supply chain dynamics, and some other external factors.
Frequently Asked Questions (FAQs)
What is material requirement planning (mrp).
Material Requirement Planning (MRP)is a careful method for managing the materials needed in production. It involves planning, scheduling, and controlling inventory to ensure the right materials are on hand when needed, minimizing disruptions and optimizing production efficiency.
How does MRP contribute to optimal resource utilization?
MRP contributes to optimal resource utilization by aligning material procurement with production schedules. This ensures that materials are available when required, minimizing waste and redundancy in the production process.
What is the significance of the Bill of Materials (BOM) in the MRP process?
The Bill of Materials (BOM) is a crucial component of the MRP process as it outlines the specific materials, components, and sub-assemblies required for the production of each finished product. It serves as the blueprint for the entire manufacturing process.
How does MRP enhance production scheduling?
MRP enhances production scheduling by creating a Master Production Schedule (MPS) that adapts to changes in demand, supply chain disruptions, and other variables. This agility ensures that production remains efficient and responsive to the ever-changing business landscape.
How does MRP contribute to cost optimization?
MRP contributes to cost optimization by minimizing carrying costs, preventing overproduction, and optimizing the use of resources. This results in a lean and financially sound operational model.
What are the key advantages of Material Requirement Planning?
The key advantages of MRP include streamlined inventory management, enhanced production scheduling, cost optimization, and efficient resource utilization. It also facilitates timely order fulfillment and contributes to overall operational excellence.
In summary, Material Requirement Planning emerges as a linchpin for operational success, especially when guided by the expertise of Qodenext . Companies adopting their MRP experience not only heightened efficiency, substantial cost savings, and increased competitiveness but also a future-ready approach that propels them ahead in the dynamic business landscape. Embrace MRP with Qodenext– not just a choice but a strategic imperative for sustained success.
Leave a Reply Cancel reply
Your email address will not be published. Required fields are marked *
Save my name, email, and website in this browser for the next time I comment.

24x7. With Multiplier Effect.
OPERATIONAL
EXCELLENCE CONSULTING
- Quak Foo Lee
- Mar 19, 2023
Demystifying MRP: A Comprehensive Guide to the Material Requirements Planning Process
In today's fast-paced manufacturing environment, companies need to streamline their operations to remain competitive. Material Requirements Planning (MRP) is a powerful tool that helps manufacturers manage their inventory and production processes. In this comprehensive guide, we will delve into the basics of MRP, including forecasting, bill of materials (BOM), inventory management, capacity planning, and lead time management. We will also explore the challenges that manufacturers face when implementing MRP and provide strategies to overcome them.

Forecasting
Forecasting is a critical component of MRP. Accurate demand forecasting is essential to calculate the correct amount of materials and production resources needed to meet demand. Manufacturers can use a variety of methods to forecast demand, including historical data, market research, and sales forecasts. It is important to use multiple sources of data to ensure accurate forecasting.
One method of forecasting is to use historical data to predict future demand. Manufacturers can analyze past sales data to identify patterns and trends and use this information to forecast future demand. They can also use market research and sales forecasts to supplement historical data and improve forecasting accuracy.
Another method of forecasting is to use collaborative planning, forecasting, and replenishment (CPFR). CPFR is a supply chain collaboration strategy in which manufacturers and retailers work together to forecast demand and plan production accordingly. This method of forecasting can be particularly effective in industries with long supply chains, such as the retail sector.
Regardless of the method used, manufacturers must continually review and update their forecasts to account for changing conditions. They must also ensure that their forecasts are accurate and reliable to avoid overstocking or stockouts.
In conclusion, forecasting is a critical component of Material Requirements Planning (MRP), enabling manufacturers to estimate future demand accurately. While forecasting can be challenging, manufacturers can use methods such as historical data analysis and collaborative planning to improve accuracy. Continual review and update of forecasts is essential to ensure that the production process runs smoothly and efficiently, and customer demand is met without incurring excessive costs.

Bill of Materials (BOM)
A bill of materials (BOM) is a structured list of all the components and raw materials needed to produce a finished product. The BOM includes not only the materials themselves but also the quantity of each material needed for each finished product. This information is critical to the MRP process, as it is used to calculate the amount of each material needed to meet production requirements. Different types of BOMs include single-level BOMs, multi-level BOMs, and phantom BOMs.
The BOM typically includes information such as the item number, description, quantity, and unit of measure for each component. It may also include information on lead times, suppliers, and costs. The BOM can be structured in various ways, including hierarchical, modular, and flat.
Manufacturers must ensure that their BOMs are accurate and up-to-date to avoid production delays, stockouts, or overstocking. Changes to the BOM can have significant impacts on the MRP process, and manufacturers must have effective change management processes in place to manage BOM changes.
BOMs can also be used to manage product design and development. Manufacturers can use BOMs to track product changes, manage engineering changes, and ensure that all design changes are reflected in the MRP process.
In conclusion, the Bill of Materials (BOM) is a critical component of Material Requirements Planning (MRP) that lists all the materials, components, and sub-assemblies required to manufacture a product. The BOM serves as the foundation for the MRP process, enabling manufacturers to plan and order materials and components accurately. Manufacturers must ensure that their BOMs are accurate and up-to-date and have effective change management processes in place to manage BOM changes. BOMs can also be used to manage product design and development, ensuring that all design changes are reflected in the MRP process.

Inventory Management
Inventory management is a crucial component of MRP. It ensures that manufacturers have the materials they need to meet demand without overstocking or understocking. MRP uses a combination of inventory data, lead times, and production schedules to calculate the optimal level of inventory needed for each material. There are several types of inventory, including raw materials, work-in-progress (WIP), and finished goods. Managing each type of inventory requires different strategies and tools.
One of the main challenges of inventory management is balancing inventory levels with production demands. Manufacturers must have enough inventory on hand to meet production needs, but not so much that it results in overstocking, which ties up capital and can lead to waste. Inventory levels must be carefully managed to ensure that there is enough inventory to meet demand while minimizing excess inventory.
Manufacturers can use various inventory management techniques, including Just-in-Time (JIT) inventory, which involves ordering materials and components just in time for production, reducing inventory levels and associated costs. Other techniques include economic order quantity (EOQ), which helps determine the optimal order quantity to minimize costs, and safety stock, which is extra inventory held to protect against unexpected demand or supply chain disruptions.
Effective inventory management also involves tracking inventory levels, monitoring product demand, and forecasting future demand to ensure that inventory levels are optimized. This helps manufacturers avoid stockouts, which can result in lost sales and dissatisfied customers, and overstocking, which can tie up capital and lead to waste.
In conclusion, inventory management is a critical component of Material Requirements Planning (MRP) that involves managing the flow of materials and products in and out of a manufacturer's facility. Effective inventory management is essential to ensure that a manufacturer has the right inventory levels to meet production demands without incurring excessive costs or stockouts. Manufacturers can use various inventory management techniques, including JIT inventory, EOQ, and safety stock, to optimize inventory levels. Effective inventory management also involves tracking inventory levels, monitoring product demand, and forecasting future demand to ensure that inventory levels are optimized.

Capacity Planning
Capacity planning is a critical component of Material Requirements Planning (MRP) that involves determining the resources required to meet production demands. Effective capacity planning helps manufacturers optimize their resources, reduce costs, and improve production efficiency.
One of the primary challenges of capacity planning is ensuring that there is enough capacity to meet production demands without incurring excessive costs. Manufacturers must carefully balance their production demands with their available resources, including labor, equipment, and facilities.
Manufacturers can use various techniques to plan and manage their production capacity, including production forecasting, which involves predicting future demand for products and adjusting production capacity accordingly. Capacity requirements planning (CRP) is another technique that involves analyzing the resources required to meet production demands and determining if additional resources are needed.
Manufacturers must also consider factors such as lead times, cycle times, and downtime when planning and managing their production capacity. They must be able to quickly identify and resolve any capacity constraints that arise to ensure that production schedules are not delayed.
Effective capacity planning requires collaboration and communication between various departments within a manufacturing organization, including production, sales, and procurement. Manufacturers must have clear visibility into their production capacity and be able to adjust their capacity quickly to meet changing demands.
In conclusion, capacity planning is a critical component of Material Requirements Planning (MRP) that involves determining the resources required to meet production demands. Effective capacity planning helps manufacturers optimize their resources, reduce costs, and improve production efficiency. Manufacturers can use various techniques, including production forecasting and capacity requirements planning, to plan and manage their production capacity. Effective capacity planning requires collaboration and communication between various departments within a manufacturing organization, and manufacturers must have clear visibility into their production capacity to adjust to changing demands.

Lead Time Management
Lead time is the amount of time it takes to receive an order or produce a product. Managing lead time is critical in MRP to ensure that materials and products are available when needed. MRP uses lead time data to calculate the optimal timing for ordering materials and scheduling production. Managing lead time requires a combination of data analysis, forecasting, and risk management. There are several lead time management strategies, including order point planning and safety stock planning.
Lead times can vary depending on various factors such as production capacity, supplier lead times, transportation times, and customs clearance times. The longer the lead time, the more difficult it is to manage inventory levels and respond to changes in demand. Manufacturers must be able to accurately predict lead times to optimize their inventory levels and production schedules.
One of the primary challenges of lead time management is reducing lead times without compromising quality or increasing costs. Manufacturers must carefully balance lead times with production costs and customer demand to ensure that they can deliver high-quality products in a timely and cost-effective manner.
Manufacturers can use various techniques to manage lead times, including using lean manufacturing principles to reduce waste and improve efficiency, optimizing their supply chain to reduce supplier lead times, and improving their transportation and logistics processes to reduce delivery times.
Effective lead time management also involves monitoring lead times and identifying any delays or bottlenecks in the supply chain. Manufacturers must be able to quickly address any issues that arise to ensure that lead times are not compromised and that production schedules are not delayed.
In conclusion, lead time management is a critical component of Material Requirements Planning (MRP) that involves managing the time required to procure, produce, and deliver materials and finished products. Effective lead time management helps manufacturers optimize their inventory levels and production schedules and maintain a competitive edge. Manufacturers can use various techniques, including lean manufacturing, supply chain optimization, and transportation and logistics improvements, to manage lead times effectively. Effective lead time management also involves monitoring lead times and quickly addressing any issues that arise to ensure that lead times are not compromised and production schedules are not delayed.

MRP Systems
Material Requirements Planning (MRP) systems are software solutions that help manufacturers manage their inventory and production processes more effectively. MRP systems are designed to provide manufacturers with real-time visibility into their inventory levels, production schedules, and supply chain, allowing them to optimize their resources and reduce costs.
One of the primary benefits of MRP systems is their ability to automate many of the manual processes involved in inventory management and production planning. MRP systems can automatically generate production schedules based on customer demand, inventory levels, and lead times, helping manufacturers optimize their production processes and reduce waste.
MRP systems can also provide manufacturers with real-time visibility into their inventory levels, allowing them to accurately track inventory levels, monitor usage rates, and identify any excess or shortage of inventory. This visibility helps manufacturers optimize their inventory levels, reduce carrying costs, and avoid stockouts.
Another critical feature of MRP systems is their ability to manage the entire supply chain, including procurement, production, and distribution. MRP systems can track supplier lead times, manage purchase orders, and monitor production schedules, ensuring that manufacturers have the right materials and products on hand at all times.
In addition, MRP systems can provide manufacturers with valuable insights into their production processes, allowing them to identify inefficiencies and areas for improvement. By analyzing data on production performance, manufacturers can optimize their production processes, reduce costs, and improve product quality.
Overall, MRP systems are a crucial tool for manufacturers looking to optimize their inventory and production processes. MRP systems can automate many of the manual processes involved in inventory management and production planning, provide real-time visibility into inventory levels and supply chain, manage the entire supply chain, and provide valuable insights into production performance. With the right MRP system, manufacturers can improve their efficiency, reduce costs, and maintain a competitive edge in today's fast-paced business environment.

Challenges in MRP
Implementing MRP can be challenging for many manufacturers, as it requires accurate data, forecasting skills, and a deep understanding of production processes. Some of the most common challenges in MRP include data accuracy, forecasting accuracy, and supply chain disruptions. Managing these challenges requires a combination of data analysis, risk management, and contingency planning.
Data accuracy is critical in MRP. Inaccurate data can lead to inaccurate forecasts and inefficient production processes. Manufacturers must ensure that their inventory and production data is up to date and accurate to avoid stockouts, overstocking, and production delays. Data accuracy can be improved by implementing data validation processes and by investing in technology such as barcoding and radio-frequency identification (RFID) systems.
Forecasting accuracy is another challenge in MRP. Forecasting accuracy is difficult to achieve, as it depends on factors such as market trends, customer behavior, and economic conditions. To improve forecasting accuracy, manufacturers should use a combination of data sources and methods, including historical data, market research, and sales forecasts. Manufacturers must continually review and update their forecasts to account for changing conditions.
Supply chain disruptions are a significant challenge in MRP, as they can lead to delays in receiving materials, stockouts, and production bottlenecks. Disruptions can be caused by factors such as natural disasters, supplier bankruptcy, or transportation disruptions.
Manufacturers must have contingency plans in place to mitigate the impact of supply chain disruptions and ensure continuity of production. Strategies for managing supply chain disruptions include diversifying suppliers, implementing safety stock planning, and establishing alternative transportation routes.

Material Requirements Planning (MRP) is a powerful tool that helps manufacturers manage their inventory and production processes. MRP uses forecasting, bill of materials (BOM), inventory management, capacity planning, and lead time management to calculate the optimal level of inventory and production resources needed to meet demand. MRP systems can automate and streamline the MRP process, reducing the risk of stockouts or overstocking. However, implementing MRP can be challenging, requiring accurate data, forecasting skills, and a deep understanding of production processes. Manufacturers must manage challenges such as data accuracy, forecasting accuracy, and supply chain disruptions to ensure a successful MRP implementation.
In conclusion, MRP is a powerful tool that helps manufacturers manage their inventory and production processes efficiently. It can be challenging to implement, but the benefits of using MRP can be significant. By understanding the basics of MRP and the challenges that manufacturers face when implementing it, companies can develop strategies to overcome these challenges and reap the benefits of a streamlined production process. With the right tools and techniques, companies can optimize their inventory levels, improve their production efficiency, and stay competitive in today's fast-paced manufacturing environment.
- Operational Efficiency
- Process Improvement
Recent Posts
Bridging the Gap: A Step-by-Step Guide to Conducting a Gap Analysis for Operational Efficiency
The Future of Warehousing: How Automation Technology is Changing the Game
10 Effective Communication Strategies for Manufacturing Companies
- Search Search Please fill out this field.
- What Is MRP?
- How MRP Works
MRP and Manufacturing
History of mrp.
- Pros and Cons
MRP vs. ERP
The bottom line, material requirements planning (mrp): how it works, pros and cons.
:max_bytes(150000):strip_icc():format(webp)/wk_headshot_aug_2018_02__william_kenton-5bfc261446e0fb005118afc9.jpg "assignment on material requirement planning")
Investopedia / Ellen Lindner
What Is Material Requirements Planning (MRP)?
Material requirements planning (MRP) is a software-based integrated inventory and supply management system designed for businesses.
Companies use MRP to estimate quantities of raw materials, maintain inventory levels, and schedule production and deliveries .
Key Takeaways
- Material requirements planning (MRP) is the earliest computer-based inventory management system.
- MRP helps develop a production plan for finished goods by defining inventory requirements for components and raw materials.
- MRP assures that materials and components will be available when needed, minimizes inventory levels, reduces customer lead times, and improves customer satisfaction.
- MRP relies on data accuracy, has a high cost to implement, and maintains a strict production schedule.
How Material Requirements Planning (MRP) Works
MRP helps businesses and manufacturers define what is needed, how much is needed, and when materials are needed and works backward from a production plan for finished goods.
MRP converts a plan into a list of requirements for the subassemblies, parts, and raw materials needed to produce a final product within the established schedule. MRP helps manufacturers get a grasp of inventory requirements while balancing both supply and demand.
Using MRP, managers can determine their need for labor and supplies and improve their production efficiency by inputting data into the MRP scheme such as:
- Item Name or Nomenclature : The finished good title, sometimes called Level "0" on BOM.
- Master Production Schedule (MPS) : How much is required to meet demand? When is it needed?
- Shelf life of stored materials.
- Inventory Status File (ISF): Materials available that are in stock and materials on order from suppliers.
- Bills of materials (BOM) : Details of materials and components required to make each product.
- Planning data : Restraints and directions like routing, labor and machine standards, quality and testing standards, and lot sizing techniques.
Manufacturers manage the types and quantities of materials they purchase strategically and cost-effectively to ensure that they can meet current and future customer demand. MRP helps companies maintain appropriate levels of inventory so that manufacturers can better align their production with rising and falling demand.
A bill of materials (BOM) is an extensive list of raw materials, components, and assemblies required to construct, manufacture or repair a product or service.
The MRP process:
• Estimates demand and required materials. After determining customer demand and utilizing the bill of materials, MRP breaks down demand into specific raw materials and components.
• Allocates Inventory of materials. MRP allocates inventory into the exact areas as needed.
• Schedules Production. Time and labor requirements are calculated to complete manufacturing and a timeline is created.
• Monitors the process. MRP automatically alerts managers of any delays and even suggests contingency plans to meet build deadlines.
Material requirements planning was the earliest of the integrated information technology (IT) systems that aimed to improve productivity for businesses by using computers and software technology.
The first MRP systems of inventory management evolved in the 1940s and 1950s, using mainframe computers to extrapolate information from a bill of materials for a specific finished product into a production and purchasing plan. MRP systems expanded to include information feedback loops so that production managers could change and update the system inputs as needed.
The next generation of MRP, manufacturing resources planning (MRP II), also incorporated marketing, finance, accounting, engineering, and human resources aspects into the planning process. A concept that expands on MRP is enterprise resources planning (ERP), developed in the 1990s, which uses computer technology to link various functional areas across an entire business enterprise.
Advantages and Disadvantages of MRP
Materials and components are available when needed
Minimized inventory levels and associated costs
Reduced customer lead times
Increased manufacturing efficiency
Increased labor productivity
Heavy reliance on input data accuracy
Expensive to implement
Lack of flexibility in the production schedule
Tendency to hold more inventory than needed
Less capable than an overall ERP system
Enterprise resource planning (ERP) is an extension of MRP systems. While MRP is a planning and control system for the resources in a company, ERP is a solution for the enterprise as a whole and an ERP system includes advanced functionality in the areas of financial, customer relationships, and sales order management.
MRP can be a stand-alone application or a piece of an ERP, a single solution that addresses all business needs, not just the scheduling of resources. It decreases any information redundancies and adds elements, like user-level security.
Benefits of an ERP system include increased efficiency, integrated information, customized reports, and higher-quality customer service,
What Are the 3 Main Inputs for MRP?
The three basic inputs of an MRP system include the Master Production Schedule (MPS), Inventory Status File (ISF), and Bill of Materials (BOM).
How Does MRP Benefit a Business?
MRP ensures that materials and components are available when they're needed, inventory levels are optimized, manufacturing efficiency is improved, and customer satisfaction increases.
What Are the Outputs of an MRP System?
Using required inputs, the MRP calculates what materials are needed, how much is needed to complete a build, and exactly when materials are needed in the build process.
This allows businesses to use just-in-time (JIT) production , scheduling production based on material availability. This minimizes inventory levels and businesses can move materials through the manufacturing process efficiently.
Material requirements planning (MRP) is a software-based integrated inventory and supply management system that companies use to estimate quantities of raw materials and schedule production. By inputting information like the Master Production Schedule, Inventory Status File, and the Bill of Materials (BOM), MRP calculates the materials needed, how much are needed, and when they are needed in the manufacturing process.
:max_bytes(150000):strip_icc():format(webp)/barn-factory-warehouse-manufacturing-distribution-logistics-663063-pxhere.com-e209b041a4574172abf131b1a5343757.jpg "assignment on material requirement planning")
- Terms of Service
- Editorial Policy
- Privacy Policy
- Your Privacy Choices
Material Requirements Planning (MRP)

Material Requirements Planning (MRP) is the process of converting master schedule needs for completed items into time-phased requirements for raw materials, components, parts, and sub-assemblies. Although most MRP systems are software-based, MRP may also be done by hand. Material needs planning systems are used by businesses to predict raw material amounts and schedule delivery.
An MRP system is intended to simultaneously meet three objectives:
- Ensure that raw materials and goods are available for manufacturing and delivery to consumers.
- Maintain the lowest possible material and product levels in store
- Plan manufacturing activities, delivery schedules and purchasing activities.
MRP is specifically developed to increase a company’s inventory efficiency by predicting raw material amounts and arranging timely delivery. Material needs planning generates a production plan that defines the timing and amounts of all materials necessary to manufacture those end products, while the master schedule specifies the quantity and need dates of the end items.
MRP develops inventory needs for components and raw materials by working backwards from a production plan for final items. Reorder point (ROP)/reorder-quantity (ROQ) type systems like EOQ (economic order quantity) were utilized in production and inventory management prior to MRP and before computers dominated industry. Furthermore, by regulating production, purchasing, and delivery processes, the material requirements planning system (MRP) assists organizations in maintaining low inventory levels.
The MRP process has several advantages, including ensuring that materials and components will be accessible when needed, reducing inventory levels, shortening customer lead times, improving inventory management, and improving overall customer satisfaction. MRP ensures that the correct inventory is accessible for the manufacturing process at the lowest feasible cost and at the exact time it is required.

The MRP process has several drawbacks, including a large reliance on input data correctness (garbage in, garbage out), a high implementation cost, and a lack of flexibility in the production schedule. As a result, MRP enhances manufacturing operations’ efficiency, flexibility, and profitability. It has the potential to increase production worker productivity, enhance product quality, and reduce material and labor costs.
The History of Material Requirements Planning –
- The MRP inventory system’s deployment and continuous innovation had a long-term impact that may still be observed today.
- Inventory was recorded by hand until computer-engineered systems became common in the commercial sector.
- Users grew aware of how inefficient hand-kept inventory was as time went on, creating a market demand for the most productive way.
- In the early 1950s, MRP was first computerized by aero-engine makers associated with General Electric and Rolls Royce.
- Before MRP became commercialized, it was reinvented to use the Polaris program.
- In 1964, MRP was released to specific individual businesses, being used first by Black & Decker.
- By 1975, over 700 companies had implemented MRP as their inventory management system.
- The MRP system has been regularly improved since 1975 in order to make it more effective for enterprises. Including a variety of models.
- MRP is now one of the most extensively utilized inventory management systems in the planet.
MRP starts with a completed products production plan, which is translated into a list of needs for the subassemblies, component components, and raw materials required to manufacture the final product on time. In other words, it’s a technique for determining the resources and objects required to make a specific product. MRP assists manufacturers in determining inventory needs while balancing supply and demand.
The bill of materials (BOM) establishes the link between the final product (demand) and the components (dependent demand). The information provided in the BOM is used as input by MRP. The necessity for manual materials planning is reduced with effective materials needs planning, and the system is able to successfully carry out an efficient approach.
A variety of data is necessary to properly run an MRP inventory system in a company. This technology parses raw data such as bills of lading and the shelf life of stored commodities to offer managers with useful information about their labor and supply needs, which may help organizations improve their production efficiency. Inventory control, bill of material processing, and basic scheduling are all core operations of an MRP system.
MRP also aids firms in keeping inventory levels low. It’s used to schedule manufacturing, buying, and delivery. MRP is widely employed by manufacturers and has unquestionably been a crucial facilitator in the expansion and widespread availability of inexpensive consumer products, raising the standard of life in most nations. Companies must manage the types and amounts of materials they buy, plan which items will be produced and in what quantities, and guarantee that they can fulfill current and future client demand while keeping costs reasonable.
When contemplating implementing an MRP inventory system within a company, it’s critical to understand the benefits and drawbacks of doing so. MRP may be used to track things acquired from outside vendors as well as sub-assemblies made in-house that are parts of larger, more complicated items. MRP has become a critical component in helping firms to keep up with ever-increasing demand while also improving overall production processes.
Individual manufacturers would not have been able to scale up operations as quickly as they did in the half-century since MRP software began if there had not been a means to automate the intricate calculations and data management of MRP processes. It allows a corporation to determine the kind and amount of a certain product, estimate inventories, plan manufacture, and guarantee that completed items arrive at the correct location at the right time and at the lowest feasible cost to fulfill market demand.
Information Sources:
- searcherp.techtarget.com
- corporatefinanceinstitute.com
- planettogether.com
- investopedia.com

Discuss on Causes of Organizational Change

How to Write Change of Ownership Announcement Letter?

Define and Discuss on Integrated Security Systems

Know about Floor Wire Covers

Real conditions of the Health Service of Bangladesh

Comparison between Coordinating and Subordinating Conjunction

Unpleasant Incident – an Open Speech

How to Control Joint Venture

Biography of Ernest Rutherford

Training And Development on Employees Performance at Mcdonald’s Restaurant Ltd.
Latest post.

Mass Flow Controller

Electrohydraulic Forming

How Parasites Shape Complex Food Webs

Artificial Intelligence aids Scientists in Designing Plants to Combat Climate Change

Using Self-cleaning Wall Paint

Voltage Optimisation
MRP: Material Requirements Planning
- First Online: 01 January 2012
Cite this chapter

- Karl E. Kurbel 2
Part of the book series: Progress in IS ((PROIS))
9146 Accesses
1 Citations
The first application systems for manufacturing companies in the 1960s were systems for material requirements planning (MRP) . Even though the roots of MRP are fairly old, most of the MRP functionality is still available in today’s ERP systems. In this chapter, the master data for MRP are described, followed by an explanation of the main functional areas supported by MRP.
This is a preview of subscription content, log in via an institution to check access.
Access this chapter
- Available as PDF
- Read on any device
- Instant download
- Own it forever
- Available as EPUB and PDF
- Compact, lightweight edition
- Dispatched in 3 to 5 business days
- Free shipping worldwide - see info
- Durable hardcover edition
Tax calculation will be finalised at checkout
Purchases are for personal use only
Institutional subscriptions
DeMatteis JJ (1968) An economic lot sizing technique I – The part-period algorithm. IBM Syst J 7:30–38
Article Google Scholar
Hüllenkremer M (2003) Erfolgreiche Unternehmen arbeiten mit Produktkonfiguratoren. Industrie Management 19:37–40
Google Scholar
Kagermann H, Österle H (2006) Geschäftsmodelle 2010 – Wie CEOs Unternehmen transformieren. Frankfurter Allgemeine Buch, Frankfurt
Knolmayer G (1985) Ein Vergleich von 30 “praxisnahen” Lagerhaltungsheuristiken. In: Ohse D et al (eds) Operations Research Proceedings 1984. Springer, Berlin, pp 223–230
McDermott J (1981) R1 – The formative years. AI Magazine 2(2):21–29
Mertens P (2009) Integrierte Informationsverarbeitung 1 – Operative Systeme in der Industrie, 17th edn. Gabler, Wiesbaden
Book Google Scholar
Nahmias S (2008) Production and operations analysis, 6th edn. McGraw Hill, New York
Ohno T, Bodek N (1988) Toyota production system – Beyond large-scale production. Productivity, Portland
Takeda H (2006) The synchronized production system – going beyond just-in-time through Kaizen. Kogan Page, London, 2006
Zimmermann G (1989) Neue Ansätze zur Strukturierung von PPS-Systemen. FB/IE 38(2); 72–77
Download references
Author information
Authors and affiliations.
Faculty of Business Administration and Economics, European University Viadrina, Frankfurt (Oder), Germany
Karl E. Kurbel ( Chair of Business Informatics )
You can also search for this author in PubMed Google Scholar
Rights and permissions
Reprints and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Kurbel, K.E. (2013). MRP: Material Requirements Planning. In: Enterprise Resource Planning and Supply Chain Management. Progress in IS. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-31573-2_2
Download citation
DOI : https://doi.org/10.1007/978-3-642-31573-2_2
Published : 06 November 2012
Publisher Name : Springer, Berlin, Heidelberg
Print ISBN : 978-3-642-31572-5
Online ISBN : 978-3-642-31573-2
eBook Packages : Business and Economics Business and Management (R0)
Share this chapter
Anyone you share the following link with will be able to read this content:
Sorry, a shareable link is not currently available for this article.
Provided by the Springer Nature SharedIt content-sharing initiative
- Publish with us
Policies and ethics
- Find a journal
- Track your research
What is an MRP System? Material Requirements Planning Explained

All-in-One MRP System for Small and Medium Businesses
Table of Contents
What is an MRP system?
An MRP system is the central production software that manufacturing companies use to manage, optimize, schedule, and automate large parts of the manufacturing process. This software integrates key aspects of manufacturing into a single productivity suite, including production, inventory management, order management, procurement planning, production scheduling, and many other functions.
In its original form, MRP refers to material requirements planning. This term was coined around 60 years ago and constituted a then-revolutionary technique for managing inventories and scheduling manufacturing processes. Today, material requirements planning is known as MRP I, and even though it put the original “MRP” in the “MRP system,” modern MRP systems actually utilize a much more advanced production planning methodology called manufacturing resource planning, known also as MRP II.
The advantages of these modern systems over manual scheduling or more basic planning tools are immense. Compounded through a systemic approach to managing a manufacturing business, they pass on to the end client as reduced lead times and lower cost, yet higher-quality goods.
While early computerized MRP systems required extensive technical infrastructure, modern MRP software is mostly cloud-based. The software no longer requires on-premises servers or a designated IT department to maintain its infrastructure. These advances have made using and implementing this kind of manufacturing software much more affordable and available for manufacturers of any size.
This shift to cloud-based and SaaS (Software as a Service) type business models by MRP system providers is quite recent. Only around 10 or 15 years ago, implementing an MRP system would have cost hundreds of thousands or even millions of dollars. Today, many software providers offer their systems as a web-based service with low monthly subscription fees. Some MRP systems go even further and are accessible through mobile devices, simplifying shop floor reporting and also giving managers a thorough insight into the company’s functioning from anywhere.
MRP I and MRP II, differences mapped
As the two main concepts behind MRP systems and also sharing a name, let’s look at what MRP I and MRP II are and how they differ.
What is MRP I? Material Requirements Planning
As mentioned, MRP I refers to material requirements planning . It is a resource planning and inventory control method first developed in the middle of the 20th century that has been in use in one form or another ever since.
The very first material requirements planning systems implemented in manufacturing were used to extract information from customer demand and the bill of materials of a finished product. This information would be used to calculate the material requirements and develop purchasing plans and elementary production schedules for the product.
Early iterations of MRP needed to answer only two basic questions: what goods are required and in which quantity? But there were a ton of other questions manufacturers really had to get answers to: What are the production cost and lead time? What are optimal inventory levels for the workflow? When must materials be procured? What resources are necessary for production and when? How to take constraints and capacity into account when scheduling production? etc.
With the advent of the first commercial computer systems in the 60s and 70s, basic MRP solutions were developed into some of the very first integrated manufacturing software in the world. This allowed MRPs to scale and start accounting for current inventory levels, more complex bills of materials, and sales forecasts to produce outputs such as recommended production and purchasing schedules.
While they were restrictively expensive to implement, these early behemoths still constituted a giant leap in efficiency for large-scale manufacturing. They helped manufacturers reduce inventory costs and control stock levels, get knowledge about input needs, and organize production and purchasing planning in a much more informed way. This was the beginning.
What is MRP II? Manufacturing Resource Planning
MRP II or manufacturing resource planning has been defined as organized common sense and for good reason. Spearheaded in 1983 by Oliver Wight, MRP II is an evolution of the original MRP I technique and accounts for many additional aspects of the manufacturing process, by integrating capacity planning, shop floor control, purchasing management, inventory control, etc., into the mix. All MRP II production systems are software-based.
Compared to its predecessor, manufacturing resource planning software may use many additional inputs such as capacity plans, work progress reports, resource schedules, batching rules, sales order processing, cost accounting data, etc. With this, MRP II is able to give out much more accurate and sophisticated outputs and crucially, adds the dimension of time to them. It is thus capable of answering questions like how long it takes to produce goods, when should resources be made available, or how to avoid bottlenecks in a product’s routing.
This means that MRP II provides manufacturers with the ability to utilize far more advanced planning techniques and develop more detailed production schedules. It enables access to real-time data for coordinating labor availability, material delivery, routings, workstation capacity, etc. The system helps to plan and have an overview of all resources used in manufacturing, simulate manufacturing processes, optimize workstations and production routings, and forecast demand.
The vast majority of today’s MRP systems are based on MRP II. The methodology has proven very versatile and can be used entirely by itself or as a core part of a manufacturing ERP ( enterprise resource planning ) system. The addition of an extended CRM and an accounting module is usually what is considered to advance an MRP system into an ERP system, more on that later. In any case, we will be looking at MRP II-based MRP systems henceforth.
How does an MRP system work?
MRP systems work by taking data inputs and converting them into useful outputs. It is crucial to make sure that the system is fed adequate and accurate data, however. Consider the concept of “garbage in, garbage out” or GIGO. This rule of data science maintains that to get high-quality results from a system, you need to feed it accurate, high-quality inputs.
An MRP system receives inputs from an array of sources as staff from all over the company contribute information by interacting with the software. This includes customer orders and procurement data, inventory movements, and production reports.
The MRP system outputs useful data in the form of work orders, material plans, and reports. Modern MRP systems do a lot of processing automatically, meaning that information fed into the system is instantly reflected in reports and output in functional formats. The best MRP systems are even capable of near-automatic cost and lead time estimations for finished goods.
Here is a basic rundown of the functioning of an MRP system:
- First, the MRP system will help the production planner generate a production plan by providing data about historical sales, confirmed orders, current inventory levels, and already scheduled work orders. Also taking into account factors such as production capacity and vendor delivery times.
- Based on the production schedule, the system will then generate a materials requirement plan that outlines the specific quantities of raw materials and components needed to manufacture the required number of finished goods. This data will also be used to highlight creating new purchase orders for any materials that are missing or have low stock.
- As the materials are purchased or on the way, the system will continuously track inventory levels in real time and enable flexible control over the whole production process.
Should I get an MRP system?
With the advent of affordable cloud-based manufacturing software, there are perhaps more good reasons than ever to jump on the MRP bandwagon. Here are some prime motivators when considering opting for an MRP system.
- Inventory and supply chain control. Among the core functionality of any proper MRP system is powerful inventory management. MRP systems help to guarantee that materials and components are always available at the right time and in the right quantity. Compared to spreadsheets or manual ordering, MRP systems enable much greater inventory control and a more informed procurement process. This leads to greater control and traceability of the whole supply chain.
- Leaner production . Another chief reason to opt for implementation is the promise of raised efficiency and a leaner production model. A prime example is JIT or Just-in-time manufacturing which is essentially impossible to properly implement without capable manufacturing software. Leaner manufacturing equals raised efficiency, lowered costs, shorter lead times, and reduced waste. A capable MRP system can accommodate pretty much any type of manufacturing methodology, from make-to-stock to engineer-to-order.
- Increased productivity . Next to other efficiency gains, a properly set up modern MRP system greatly increases worker productivity. Since manufacturing data is available in real time, workers have instant access to relevant information. Data automation equals fewer human errors and saved time from reporting and data entry. Capacity utilization is also increased as greater control over production schedules means reduced machine downtime from maintenance cycles etc.
- Versatility. Finally, while the M in MRP stands for manufacturing, the potential utility of MRP software goes far beyond organizing complex production lines. You don’t have to have intricate manufacturing setups in order to reap the benefits. Manufacturing is essentially anything by which physical value is added to goods, whether it be through assembling, kitting, bundling, or merely repackaging. MRP systems can simplify and streamline all sorts of more and less complex workflows.
Implementing MRP systems
Once you have decided to commit to an MRP system, there are some key aspects that need to be considered as the implementation phase begins. No two manufacturing companies are alike and there is a certain level of individual approach in every case.
Nevertheless, here are a few implementation best practices to consider:
- The company and its employees need to understand why the process is necessary in the first place. Clear and transparent communication across all departments is imperative if you want to ensure a smooth implementation. At least the key stakeholders should all be in agreement. However, the more enthusiastic the shop floor workers are, the more likely it is they will respond well to implementation too.
- Before actually starting implementation, the process should be planned according to the capabilities and priorities of the organization. The implementation plan needs to be created and goals, KPIs, and incentives need to be set. It is important to make sure that the overall productivity of the company does not suffer to the point of losing clients or revenue while the implementation is in process.
- The key to successfully organizing the deployment of manufacturing software is assembling the right people with the right skills for the job. The team will be responsible for testing the software, preparing the implementation plan, and overseeing its fulfillment. The project manager in charge of the implementation should have the task as their number one priority in the company. It therefore should not be the managing director or GM. However, it should be someone with authority and a solid understanding of the company’s production effort.
- For small businesses, a tried and tested implementation practice is to appoint a single employee or a very tight-knit small team in charge of acquainting themselves with the software and rolling out its functionality in phases. Think one module at a time, load in some dummy data or a limited set of real BOMs, and see how the software is built to handle information. It is also crucial not to bring the whole production line over to the new system all at once – consider running the old and new systems in parallel for a time.
It is sadly true that many ERP/MRP implementations may fail. The most common reasons for this are rooted in not taking heed of the above-mentioned recommendations. For example, if management fails to communicate and include the whole company in the process, if there is a lack of planning, if the organization’s culture and capacity are not considered, etc.
Luckily, with SaaS-type, cloud-based software becoming the new norm, implementation costs have plummeted in recent years. No IT infrastructure needs to be procured or implementation teams hired on long-term contracts. Most providers also offer trial periods further downplaying the initial costs. If necessary precautions are taken, then even if you end up losing time in case of a failed implementation, your company’s livelihood will not be threatened and at the very least you will still have gained invaluable know-how about MRP software.
What is the difference between MRP and ERP systems?
Enterprise resource planning or ERP is software used for integrating all business processes into a single package. As with MRP II, the key to ERP lies in a unified database and data processing. The difference with MRP II is that an ERP encompasses the whole organization, instead of just manufacturing-centric processes. This means that all business-critical information can flow freely, in real time, between all relevant departments.
There are many types of ERPs on offer, available both as on-premises or cloud-based systems. The scale of ERP systems ranges from small and medium business (SME) oriented packages to big-business ERPs. While most ERP systems include at least some form of inventory and order management capability, they are usually optimized for managing and unifying larger organizations and corporations. In recent years, however, a growing number of manufacturing-centric ERPs have emerged in the market.
A manufacturing ERP is essentially a powerful MRP II system that also includes the necessary modules for running all other aspects of the business. If you are a service provider but also have a small inventory with simple supply chain management needs, a regular ERP system or an online CRM system should do the job. If, on the other hand, you are a manufacturer and need to manage production lines but also desire enhanced control over your CRM, human resources, and financials, then a manufacturing ERP is the best choice.
Many modern ERP solutions go even further and include built-in integrations with financials software such as QuickBooks or Xero , or eCommerce and CRM software such as Shopify or Salesforce . All in all, a good cloud-based manufacturing ERP constitutes the best offer for manufacturers of any type and size.
Capable manufacturing ERP systems enable firms to:
- Comprehensively plan and schedule production for many different manufacturing types and manage inventories and order processing;
- Control the flow of client information and communicate with clients through integrated customer relationship management ;
- Effectively manage human resources and workstation capacity utilization;
- Help achieve end-to-end traceability within both the supply chain and the manufacturing process;
- Conduct purchases and facilitate procurement analysis in an organized and streamlined way;
- Simplify compliance and financial reporting through integrated manufacturing and financial accounting modules.

All-in-One MRP System
MRPeasy makes material planning, production scheduling, and team communication easier than ever.
“I’ve tested several MRP systems over the past few months, and nothing has been as simple to use, affordable, and with the ability to handle assembly variants like MRPeasy.”

Jean-Nicholas Crepin
“I recommend MRPeasy to anyone looking for a powerful and flexible MRP. I have used other Tier 1 MRP systems previously, and am constantly impressed with how capable MRPeasy is compared to its much more expensive counterparts.”

Danny Smith
RACE Mining
One Tool for Managing Production, Sales, Stock, Purchases, and the Shop Floor
- CRM section for quick cost estimating, quoting, and maintaining customer relations.
- Production planning for assisted production scheduling, a visual production calendar and Gantt chart, and dynamic drag-and-drop rescheduling.
- Stock and procurement sections for inventory control, stock lot, batch, and serial number tracking, shipments, purchase order management, and more.
- Accounting module for always up-to-date and easily accessible financial and cost reports.

Manufacturing Planning Made Easy
- Quickly estimate material costs and lead times when quoting or when scheduling new manufacturing orders.
- Automatically book parts from stock and create prefilled purchase orders for missing parts when creating a work order.
- One integrated MRP system for materials planning to avoid stock-outs and maintain optimal inventory levels.
- Simple dashboard overview of the whole manufacturing process from order management to shipping.

Accurate Production Scheduling and Easy Rescheduling
- Associate each work order with a particular BOM and routing, enabling easily calculating the manufacturing cost and lead time.
- Manage all manufacturing orders in one place and automatically book the first available workstation time-slots and schedules for production.
- Follow the production schedule on visual calendars or Gantt charts, and use simple drag-and-drop functionality for dynamic rescheduling.
- Keep tabs on all scheduled production with color-coded source status functionality in the customer order’s pipeline view.

Efficient Team Communication and Reporting
- Complete all manufacturing operations and materials planning in one system, ensuring that every user has a clear overview of their tasks.
- Let shop-floor workers follow individual tasks and report fulfillment or stoppages in the “My production plan”.
- Use the simple “Internet-kiosk” mode, available in shop-floor workers’ tablets or smartphones, for simplified real-time reporting.
- Get a comprehensive real-time overview of all shop floor workers’ and workstations’ statuses.

Integrated MRP System for Business Growth
Production planning.
Accurate automatic planning and realistic production schedule. Reschedule dynamically by just dragging and dropping manufacturing orders and operations in the calendar or Gantt chart.
Inventory management, stock movements, batch and serial number tracking. Set and optimize stock levels and avoid stock-outs. Have a clear history of your stock operations.
CRM (Sales Management)
Just a few clicks to calculate the product cost and the best delivery time. Send quotations and invoices, prepare shipments. Send confirmed customer order to production. Track the sales process all the way from quotation right down to delivery using a simple pipeline view.
Simple environment for line workers to follow tasks on desktop or mobile device. Real-time shop floor reporting. Real-time overview of the need and availability of human resources.
Manage purchases and raise pre-filled purchase orders with a single click. Vendors, prices, lead times, it’s all there. Manage your supply chain with the help of accurate statistics. Forecast your procurement needs.
Enjoy clear visibility to your business performance. Follow your cash flow, balance sheet and profit/loss in real time. Understand the profitability of the business, and more.
More than 1500 manufacturers trust MRPeasy software

Ann Richmond
Development Director, Randr

Benjamin Raffiani
CEO, Sox Trot

Brandon Ames
CEO, Anicell Biotech
Some of our customers

Start a Free Trial to Test MRPeasy - 15+15 Days for Free
MRPeasy is a simple yet powerful MRP system that helps small manufacturers organize production. Just sign up to test MRPeasy, select the price plan that best meets your requirements, and access additional functionality as you grow your business. MRPeasy goes beyond material requirements planning and offers a full-blown manufacturing resource planning solution.
No upfront costs
Easy to use
No credit card required
Privacy Policy Update
You can read our full privacy policy and terms of service .
These cookies help us track site metrics to improve our sites and provide a better user experience.
These cookies used to serve advertisements aligned with your interests.
These cookies are required to provide basic functions like page navigation and access to secure areas of the website.
- Contact sales
Start free trial
Material Requirements Planning (MRP): A Quick Guide
Manufacturing requires the right balance of many factors. One of the most important is inventory management—the materials and components needed for the manufacturing process. The more efficiently a company handles its material requirements, the more profit it will find. And material requirements planning or MRP helps manufacturing businesses and other organizations do that.
What Is Material Requirements Planning (MRP)?
Material requirements planning is a software-based method that uses an MRP system to help businesses manage their production inventory levels and supply chain. When used properly, MRP systems facilitate production planning, reduce manufacturing costs and improve productivity.
How Does MRP Work?
An MRP system uses several inputs to gather production planning data, such as the product’s bill of materials, master production schedule, production inventory levels and other data sources to calculate what materials are required and when.
Therefore, by telling you when materials are needed, an MRP system can help you avoid two common inventory control issues: overstocking your production inventory, running out of stock and delaying your production schedule.
ProjectManager is great for manufacturing companies. ProjectManager’s project management tools such as kanban boards can help you map your production process and collaborate with your team in real time. You can also create production schedules on Gantt charts, track resources such as labor and materials with real-time dashboards and much more. Get started for free.
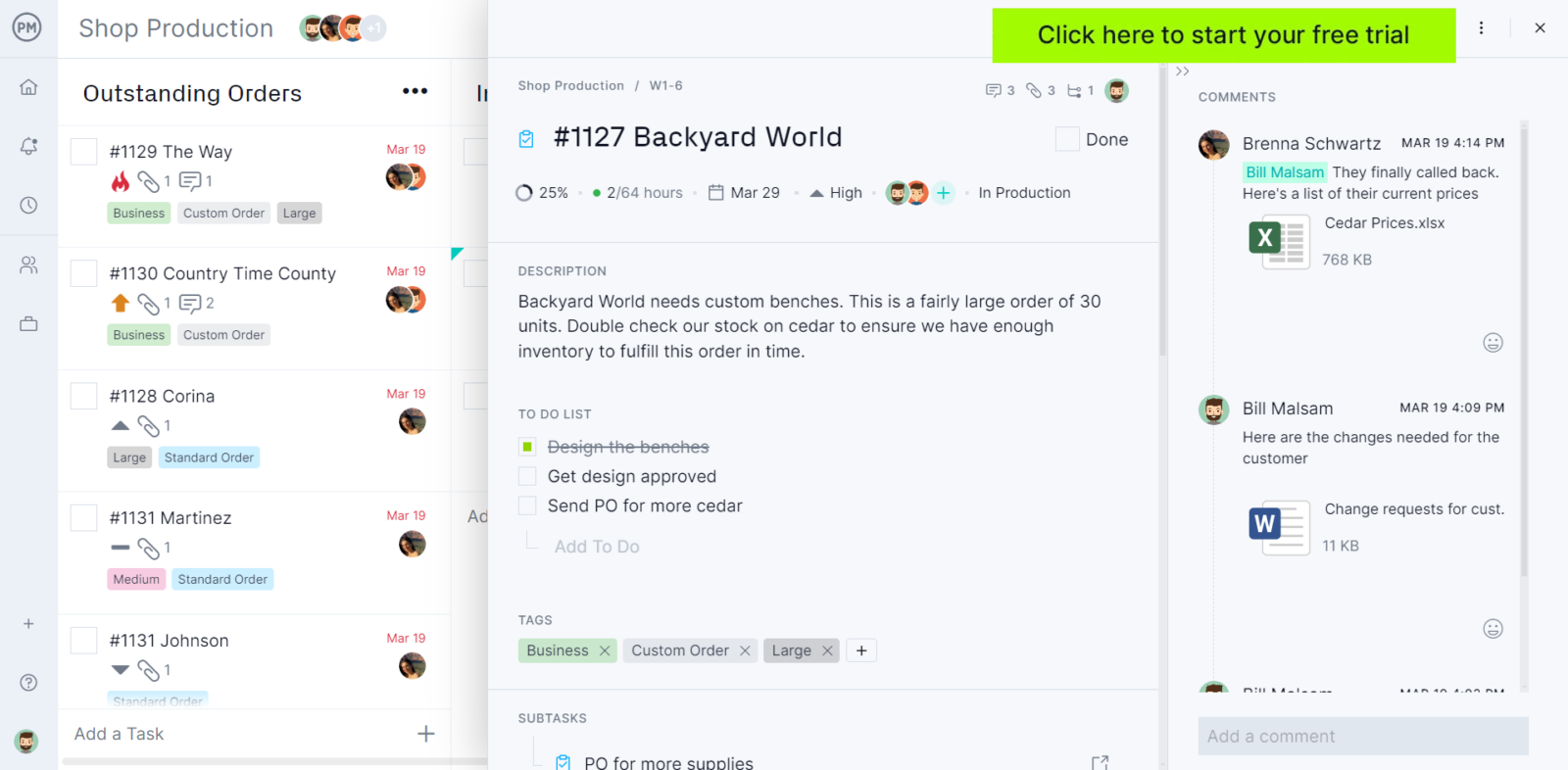
Manufacturing resource planning (MRP) is often confused with enterprise resource planning (ERP), a similar term, but their scopes are different.
MRP vs. ERP
ERP systems provide a single platform for all your enterprise information such as accounting, customer relationship management (CRM), manufacturing resource planning , warehousing and other types of data.
MRP systems, on the other hand, focus on production materials and rely heavily on the quality of their inputs to automatically calculate the material requirements of a business. Let’s learn more about these MRP inputs.
For a material requirements planning system to operate, there are three essential elements of material requirements planning. To better understand them, let’s take a look at each:
- MRP Information Sources: There are four key information sources that MRP systems use to make their calculations. These sources include production schedules, material specs, production cycle times and supplier lead times . Use these four data streams to adjust projection machinery and production process flows.
- Case Studies: Use research for greater business intelligence. Think about customer demand, inventory requirements, sales forecasts and other supply chain management considerations. This, in conjunction with feedback from other companies, can fill gaps in the MRP’s information sources. Then, the executives of the business must provide the right resources to apply the results of their research.
- Unavoidable Problems: Some issues won’t go away with automation and research. There are technical and operational problems that you can only solve through adequate training, support and information sharing. Once the master production schedule and material specs are decided on, labor must conform to these constraints before proceeding.
Get your free
Inventory Template
Use this free Inventory Template for Excel to manage your projects better.
MRP Outputs
Using the inputs explained above, an MRP system will calculate what materials are needed, how much material is needed, and when they should arrive.
Once you have this information, you can choose to implement just-in-time delivery (JIT) , which consists in scheduling production as materials get to the production line. This helps organizations save on inventory costs, as materials don’t pile up in warehouses, but rather get to the facility directly for production.
MRP In Manufacturing
MRP is critical for manufacturing businesses. Material requirements planning helps manufacturers keep low production inventory levels because they’re controlling the manufacturing, purchasing and delivery activities. Before the advent of computers, production planning was all done by hand, using calculations for reorder quantity and reorder point.
Benefits of Using MRP
Using an MRP system keeps the raw materials and components for your product available when you need them while minimizing inventory levels. This reduces costs associated with stocking materials and ensures your company always has what it needs on hand.
Material requirements planning also helps with managing inventory more efficiently while reducing customer lead times. All this, of course, leads to an improvement in your production process. These factors all contribute to increased profits and customer satisfaction. However, that doesn’t mean using an MRP system is all rosy.
You need good data to get good results. Without good data, you’re going to miscalculate—and that can have devastating impacts on the business. Plus, using computer-based platforms that run MRP systems can be expensive to implement.

Disadvantages of MRP
The main disadvantage of MRP is that it depends on the accuracy of the data that is used, so the quote “bad data in, bad data out” can be true for many MRP systems.
If you’re using bad data for your MRP system, you could end up with an inaccurate production schedule, production inventory shortages, lost contracts and many other negative consequences, so if your inputs are not accurate, it’s better to avoid implementing MRP.
This free inventory template for Excel is ideal for managing production inventories. It allows you to list all your inventory items, their inventory price and quantity in stock and reorder quantity, among other important details to help you maintain optimum production inventory levels.

How ProjectManager Helps With MRP
Project management software can offer you the tools to monitor and track material requirements to make sure your supply is always in balance with demand. ProjectManager is a cloud-based software that provides managers with rich data to give them greater insight into their production process.
Create Production Plans on Gantt Charts
To organize your resources and timeline, use ProjectManager’s Gantt chart to create your production schedule. You can set up tasks, assign them, link dependent tasks and set milestones.

Ensure Your Resources Are Properly Allocated
To manage your resources, use the workload chart. It’s color-coded to show you how much work you have assigned to your team members. Then, from the workload chart, you can reallocate the assignments to balance your labor force and keep everyone productive.

Monitor and Track Your Production Cycle
In terms of monitoring your production and resources, ProjectManager has two tools. The real-time dashboard collects live data and automatically makes calculations, which are displayed in easy-to-read charts and graphs. For more detail, use filterable one-click reports to show just the data you’re interested in. Then share them to keep stakeholders updated on progress.

An MRP system isn’t for everyone, especially if you can use ProjectManager. Our award-winning software helps you plan, monitor and report on production while managing resources to keep inventory low and meet demand. Kanban boards offer visibility into production so you can allocate resources to keep teams working at capacity. Try ProjectManager free today.

Deliver your projects on time and under budget
Start planning your projects.

- Contract Management
Supplier Management
Savings Management
- Data & Security
FAQ’s
oboloo Articles
Demystifying materials requirements planning: a comprehensive guide to procurement success.
Are you tired of spending countless hours manually managing your procurement process? Do you find yourself drowning in spreadsheets, struggling to keep track of inventory levels and delivery schedules? Well, fret no more! In this comprehensive guide, we will demystify Materials Requirements Planning (MRP) and show you how it can revolutionize your procurement success. Say goodbye to the chaos and confusion, and say hello to streamlined efficiency and cost savings . So grab a cup of coffee, sit back, and let’s dive into the world of MRP!
What is Materials Requirements Planning?
What is Materials Requirements Planning (MRP)? It’s a systematic approach to managing the procurement process , ensuring that the right materials are available at the right time and in the right quantities. MRP is all about optimizing inventory levels, reducing lead times, and improving overall supply chain efficiency .
At its core, MRP relies on data analysis and forecasting techniques to determine how much of each raw material or component is needed to meet production demands . By considering factors such as lead times, order quantities, and production schedules, MRP helps businesses plan their procurement activities more effectively .
One of the key components of MRP is Bill of Materials (BOM), which lists all the necessary components required for manufacturing a product. This detailed breakdown enables businesses to calculate exactly what materials are needed based on their current inventory levels and projected demand .
By implementing an MRP system, businesses can avoid overstocking or understocking issues that can result in costly disruptions to production. Instead, they can maintain optimal inventory levels while minimizing waste and maximizing cost savings.
In addition to managing materials for production purposes, MRP also assists with tracking supplier performance by monitoring delivery times and quality metrics . This ensures that suppliers consistently meet expectations and allows for timely adjustments if any issues arise.
Materials Requirements Planning is a powerful tool that empowers businesses with better control over their procurement processes . With accurate forecasts and real-time visibility into inventory levels and supplier performance , companies can make informed decisions that drive efficiency throughout their supply chain. So why settle for manual chaos when you can embrace streamlined success with MRP?
The Benefits of Materials Requirements Planning
Efficient inventory management is a crucial aspect of successful procurement . That’s where Materials Requirements Planning (MRP) comes into play. MRP helps businesses streamline their purchasing and production processes by ensuring that the right materials are available at the right time, in the right quantities.
One of the key benefits of MRP is improved accuracy in demand forecasting . By analyzing historical data and current trends, MRP systems can generate more accurate predictions about future demand for materials, helping businesses avoid stockouts or excess inventory.
Another advantage of MRP is better resource allocation. With real-time visibility into inventory levels and production schedules, companies can allocate resources effectively to meet customer demands while minimizing costs. This leads to improved productivity and reduced lead times.
In addition, MRP enables businesses to optimize their procurement process by identifying opportunities for cost savings through bulk purchases or negotiating favorable contracts with suppliers. By centralizing information on material requirements and supplier performance, organizations can make informed decisions that drive cost efficiencies .
Furthermore, MRP enhances communication between different departments within an organization. It provides a common platform where stakeholders from sales, production, and purchasing can collaborate seamlessly to ensure alignment across functions and prevent miscommunication or delays in procurement activities.
Implementing Materials Requirements Planning brings numerous benefits to businesses – greater accuracy in demand forecasting, optimized resource allocation, cost savings through efficient procurement practices,and improved interdepartmental coordination all contribute towards achieving procurement success.
The Drawbacks of Materials Requirements Planning
While Materials Requirements Planning (MRP) can be a valuable tool for streamlining procurement processes, it is important to consider its drawbacks as well. Here are some potential challenges that organizations may face when implementing MRP.
One of the main drawbacks of MRP is its reliance on accurate data input. In order for the system to generate precise material requirements and schedules, it needs to have up-to-date and accurate information about inventory levels, lead times, and demand forecasts. However, if there are errors or discrepancies in the data entered into the system, it can lead to inaccurate calculations and inefficient procurement decisions.
Another challenge with MRP is its complexity. The implementation process can be time-consuming and require significant resources in terms of technology infrastructure and training for employees. Small businesses with limited budgets or inexperienced staff may find it difficult to successfully deploy an MRP system.
Furthermore, MRP systems often operate under assumptions that may not always hold true in real-world scenarios. For example, they assume that demand will remain constant throughout a planning period and that suppliers will always deliver materials on time. However, these assumptions may not align with actual market fluctuations or supply chain disruptions .
Additionally, MRP focuses primarily on material requirements without considering other factors such as capacity constraints or supplier performance metrics . This narrow focus can result in suboptimal procurement decisions as it fails to take into account broader operational considerations.
In conclusion…
Despite these drawbacks, Materials Requirements Planning still offers numerous benefits for efficient procurement management . It’s crucial for organizations to carefully evaluate their specific needs before implementing an MRP system and ensure proper training and data accuracy maintenance throughout its usage.
How to Implement Materials Requirements Planning
Implementing Materials Requirements Planning (MRP) is a crucial step towards optimizing procurement processes and achieving greater efficiency. Here are some key steps to successfully implement MRP:
1. Assess your current systems: Before diving into MRP implementation, evaluate your existing inventory management systems and processes . Identify any gaps or inefficiencies that need to be addressed.
2. Define your objectives: Clearly outline the goals you want to achieve through MRP implementation. Whether it’s reducing stockouts, improving delivery times, or minimizing excess inventory, having well-defined objectives will guide your implementation strategy.
3. Select the right software: Choose an MRP software solution that aligns with your organization’s needs and budget. Look for features such as demand forecasting, production planning, inventory tracking, and supplier management .
4. Cleanse data: Ensure the accuracy of your data by cleansing and organizing it prior to importing it into the new system. This includes updating product information, supplier details, lead times, pricing data, and historical sales records.
5. Train employees: Provide comprehensive training sessions on how to effectively use the new MRP system. Make sure everyone involved understands their roles in maintaining accurate data inputs and using the system for decision-making purposes.
Implement gradually: Rather than implementing MRP all at once across all departments simultaneously, consider a phased approach where different teams adopt it one by one.
This allows for smoother transitionand reduces potential disruptions in operations
By following these steps carefully during the implementation process,you can ensure a successful integration of Materials Requirements Planning within your organization,and reap its numerous benefits in terms of enhanced procurement efficiency and cost savings
How to Use Materials Requirements Planning
Once you have implemented a materials requirements planning (MRP) system, it’s time to put it into action and reap the benefits. Here are some key steps to effectively utilize MRP in your procurement process.
Accurately input all relevant data into the MRP software. This includes inventory levels, lead times, sales forecasts, and production schedules. It is crucial that this information is regularly updated to ensure accurate results.
Next, review the output generated by the MRP system. This will provide you with recommendations on when and how much of each material or component needs to be ordered. Take these suggestions into consideration but also use your judgment based on factors such as supplier reliability and market conditions .
Communicate with suppliers about your material requirements based on the MRP output. Provide them with clear instructions regarding quantities needed and delivery dates. Regular communication helps build strong relationships with suppliers and ensures timely delivery of materials.
Monitor the progress of orders placed through the MRP system closely. Keep track of order confirmations, shipping notifications, and expected arrival dates for each item ordered. Any discrepancies or delays should be addressed promptly to avoid disruptions in production or customer service.
Continuously evaluate the effectiveness of your MRP system by comparing actual performance against predicted outcomes. Identify any areas for improvement or adjustments needed in terms of inventory levels, lead times, or forecasting accuracy.
By following these guidelines for utilizing an MRP system effectively, you can streamline your procurement process and achieve greater efficiency in managing materials requirements effectively.
Alternatives to Materials Requirements Planning
While Materials Requirements Planning (MRP) can be highly effective in streamlining procurement processes and optimizing inventory management , it may not always be the best fit for every organization. Fortunately, there are alternative approaches that businesses can explore to meet their procurement needs.
One such alternative is Just-In-Time (JIT) manufacturing. JIT focuses on minimizing waste by ordering materials and components only when they are needed in the production process. This approach reduces inventory carrying costs and eliminates the need for detailed forecasting and planning.
Another alternative is Vendor-Managed Inventory (VMI). With VMI, suppliers take responsibility for managing and replenishing a customer’s inventory based on agreed-upon criteria such as stock levels or sales data. This allows organizations to focus on core competencies while reducing lead times and improving supply chain efficiency .
Collaborative Planning , Forecasting, and Replenishment (CPFR) is another alternative worth considering. CPFR involves collaborative efforts between suppliers and customers to develop shared forecasts, plan promotions, and coordinate replenishment activities. This approach promotes transparency, enhances demand visibility, and leads to more accurate predictions of future requirements.
Additionally, some organizations may opt for Enterprise Resource Planning (ERP) systems that incorporate modules specifically designed for procurement management. These systems provide a comprehensive suite of tools to automate various aspects of the procurement process including order processing, supplier management, contract negotiation , and invoice reconciliation.
It’s important for businesses to carefully evaluate their specific needs before deciding on an alternative approach to MRP. Factors such as industry dynamics, organizational size, complexity of supply chains play a significant role in determining which method will yield the most favorable outcomes.
In today’s fast-paced business environment, effective procurement is crucial for organizations to stay competitive and ensure smooth operations . Materials Requirements Planning (MRP) provides a comprehensive solution for managing the procurement process , from planning and forecasting to inventory control.
By implementing MRP, businesses can benefit from streamlined inventory management, improved order accuracy, reduced lead times, and enhanced visibility into supply chains . The ability to accurately determine material requirements helps minimize stockouts while avoiding excess inventory costs .
However, it’s important to consider the potential drawbacks of MRP as well. Factors such as inaccurate demand forecasts or insufficient data input can lead to inefficient procurement processes and increased operational costs . Additionally, MRP may not be suitable for all types of businesses or industries, so alternatives should be explored based on specific needs.
Implementing MRP requires careful planning and consideration of several key factors including system selection, data accuracy and integration with other software applications . It is also essential to have knowledgeable staff who understand the intricacies of the system and can effectively utilize its features.
Once implemented successfully, utilizing MRP effectively is critical in order to maximize its benefits. This involves maintaining accurate data inputs, conducting regular audits of supplier performance metrics, monitoring market trends that may impact demand forecasts,and continuously improving processes through analysis and feedback loops.
While MRP remains a popular choice for many organizations seeking efficient procurement solutions,it’s worth exploring alternative approaches such as Just-In-Time (JIT) systems or Vendor Managed Inventory (VMI). These alternatives provide different strategies for managing materials flow that may better align with specific business models or industry dynamics.
Ultimately,the success of any procurement strategy lies in finding the right balance between efficiency,cost-effectiveness,and adaptability.
MRP can undoubtedly play a significant role in achieving these goals,but it should be viewed as one tool within a broader arsenal rather than a standalone solution.
Want to find out more about procurement?
Access more blogs, articles and FAQ's relating to procurement
The smarter way to have full visibility & control of your suppliers
Contract Management
Partnerships
Charities/Non-Profits
Service Status
Release Notes
Feel free to contact us here. Our support team will get back to you as soon as possible
Sustainability
Material Requirement Planning Objectives, Functions, Process, Benefits
Table of contents:-, what is material requirement planning, history of material requirement planning, objectives of material requirement planning, functions of material requirement planning, steps in material requirement planning, material requirement planning inputs and outputs, process of material requirement planning, material requirement planning procedure, benefits of material requirement planning, limitations of material requirement planning.
In a large-scale industry, material management is essential, and the non-availability of required materials can lead to several problems, including production stoppages, damage to reputation due to unmet demand, loss of worker efficiency, and more. A well-coordinated materials management system is essential to prevent such issues and ensure a smooth production flow. Material Requirement Planning (MRP) serves as a tool that integrates all relevant stakeholders in materials management. Material Requirement Planning is a management tool that guarantees the availability of materials, components, and parts at the right time, facilitating the completion of finished products according to master production schedules.
Material Requirement Planning (MRP) was initially designed by General Electric and Rolls Royce, the makers of aero-engines, during the 1950s but was not commercialized by them. Joseph Orlicky later developed and commercialized the MRP concept in 1964 as a response to the Toyota Manufacturing Program. Black and Decker became the first company to adopt the MRP concept in 1964, with Dick Alban as the project leader. By 1975, almost 700 companies had implemented MRP, which increased to about 8000 by 1981. In 1983, Oliver Wight took MRP to the next level and developed the philosophy of Manufacturing Resource Planning (MRP II), also known as material planning. By 1989, approximately one-third of the software industry’s sales were MRP II software sold to the American sector.
Material Requirement Planning is designed to enhance the inventory efficiency of a business or organization by estimating quantities of raw materials and scheduling timely deliveries. Its primary objective is to maintain sufficient inventory levels to ensure that required raw materials are available as needed.
The three primary objectives of material requirement planning (MRP) are as follows:
1. To ensure that required materials are available for manufacturing and products/goods are ready for customer delivery.
2. To maintain the lowest possible levels of material and products in the warehouse.
3. To plan production activities, delivery schedules, and purchasing activities.
Businesses, by adhering to a systematic framework for material planning, can organize their purchasing, inventory control, and production departments, facilitating the movement of materials around the facility. A material requirement planning (MRP) system enables companies to control the flow of materials reliably through the supply chain, even if they may not independently run a production facility. Some of the functions of the material requirement planning system include:
- Inventory control
- Cost containment
- Production optimization
Inventory Management: The primary responsibility of MRP is to ensure the availability of raw materials when needed. This, in turn, helps maintain optimal inventory levels for the company, avoiding excess and shortage. Inventory control is essential as insufficient inventory leads to delays and needs, while excessive goods entail storage costs.
Cost Reduction: Effectively utilizing the MRP system brings about a significant reduction in manufacturing costs. First, it minimizes the time managers manually calculate quantities and time for each material. Second, through inventory management , MRP ensures that the company does not lose money by storing unnecessary materials.
Production Optimization: Designed to manage materials, MRP serves as a prominent tool to enhance the production process. When materials/parts/items flow through the production facility, companies can save time and decrease costs, enabling men and machines to work consistently faster.
MRP, a well-designed framework of processes and calculations, facilitates the transformation of operational procedures for companies. Individuals within the organization contribute to the MRP process, encompassing production, sales, purchasing, stockroom, receiving, and shipping. MRP comprises three basic steps:
i. Identification of Quantity Requirements:
- Initially determining quantities on hand, planned for production, committed to current orders, and forecasted.
ii. Performing MRP Calculations:
- Generating suggestions for materials that the company considers critical, expedited, and delayed.
iii. Completing the Orders:
- Listing and describing materials for purchase orders, manufacturing orders, and other reporting requirements.
These steps collectively contribute to streamlining processes and enhancing efficiency within the organization.
MRP performs calculations based on data inputs. Master schedules, bills of materials, and inventory status records serve as inputs for MRP, while purchase orders, material plans, work orders, and reports constitute the outputs. The image given below diagrammatically represents these processes and briefly discusses them in the following paragraphs.
Inputs of MRP
After reviewing the image, one can quickly identify the following inputs required for MRP:
- Customer orders
- Forecast demand
- Master production schedule (MPS)
- Bill of material (BOM)
- Inventory records
i. Customer Orders: Customer orders refer to specific information the organization may receive from customers, including one-offs and regular ordering patterns.
ii. Forecast Demand: This predicts the probable demand for a product or service. Essentially, forecast demand is based on historical data and present trends.
iii. Master Production Schedule (MPS): The company develops the Master Production Schedule (MPS) based on forecast demand and customer orders. The MPS is a comprehensive plan for production, staffing , or inventory. It outlines what the company will produce in a given period, relying on an accurate demand estimate. The schedule includes a list of end products, production costs, inventory costs, inventory information, supply, lot size, lead time, and development capacity.
iv) Bill of Materials (BOM): An essential input for MRP, the Bill of Materials (BOM) is one of the three primary inputs, offering a complete list of parts or components necessary for producing the final product. The BOM visually details the required quantity at each level of its parts assembly or subassembly. The product structure tree (PST) visual representation showcases all components grouped in a bill of materials. Typically designated as the “0 level,” the final product is depicted, while the image illustrates the raw material stage at the 9th level in the BOM.
v) Inventory Records: Inventory records include raw materials and completed products that are either currently in stock or have been previously ordered. An exemplary inventory record of welding electrodes from a hypothetical company is provided in the table below.
Integrity of MRP Input Data
Data integrity includes timeliness, completeness, and accuracy. Concerned individuals and machines should provide input data for MRP promptly and accurately. Incorrect data entry into the system can lead to MRP-generated false information. For MRP to give the organization and managers credible data, errors must be minimized to avoid credibility issues and the generation of unreliable plans.
Moreover, attitude , discipline , and training are pivotal in ensuring data integrity. Education of personnel within the company is crucial, with regular audits of data processing conducted to maintain data validity. Top management oversees employees’ discipline, training, and motivation handling data. Every employee handling data in the company should assume responsibility for the quality of the data they manage. The purpose of ensuring data integrity is to identify and eliminate the causes of errors.
Organizations utilizing MRP systems should incorporate self-checking, self-correcting, and auditing features. Automatic data integrity checks for input data include various types of tests:
- Reasonableness Test: Checks for abnormal quantities or unit-of-measure discrepancies.
- Existence Test: Verifies part numbers and transaction codes.
- Internal Detection: Identifies negative inventory balances.
- Diagnostic Test: Ensures prior transactions are required.
- Purging Residences of Undetected Errors: Closes out old shop or purchase orders to eliminate undetected errors.
Outputs of MRP
After receiving input, MRP generates output, which is categorized into four main parts:
- Purchase Orders
- Material Plan
- Work Orders
i. Purchase Orders: This is the purchasing schedule that includes the company’s order to supply the material to the supplier. It also includes details like quantities and start and finish dates.
ii. Material Plan: The master plan includes details such as materials, assembly parts, components required to finish the end product, and quantities and schedules.
iii. Work Orders: This includes the work concerned with producing the end product, providing details of the required materials, start and finish dates, and department-wise responsibilities.
iv. Reports: MRP generates two types of reports: primary and secondary reports. Primary reports include purchase orders, material plans, and work orders. Secondary reports detail performance control, data errors, deviations, and future inventory and contract predictors.
The core part of the MRP system is the mechanism that transforms input data into output. This systematic transformation of inputs to results follows sequential steps:
- Offsetting, and
- Lot sizing.
During the explosion, the system simulates the disassembly of parts of end products. In the netting process, gross requirements are adjusted for on-hand inventory or quantity on order. This adjustment is made at every level of the Bill of Materials and for each time bucket. In offsetting, the system calculates the timing of the order released. The production lead time and supplier delivery time cancel an order release to meet net requirements. Finally, lot sizing is the step in which the system determines the batch size to be purchased.
A detailed explanation of each step is provided in the image below.
Exploding: This step utilizes the Bill of Materials (BOM). In this process, components and their requirements for each item are listed. Generally, BOMs are characterized by the number of levels they are involved in, followed by the structure of assemblies and subassemblies. The first level is represented by the Master Production Schedule (MPS) and is ‘exploded’ down to the final group. Thus, several finished products are exploded to determine the required items at the final assembly stage.
Netting: The next step is ‘netting,’ in which any stock on hand is subtracted from the gross requirement determined through the explosion. This process yields the quantity of each item needed to manufacture the required finished products.
Offsetting: In determining the batch size to be purchased or produced, offsetting involves calculating the timing of the order released. To meet net requirements, the production lead or supplier delivery time offsets an order release.
Lot Sizing: Lot sizing is the step in which the batch size to be purchased or produced is determined.
The Master Production Schedule procedure reinforces the independent demands of forecasts and customer orders to determine the requirements of the finished products in each time bucket. After netting the on-hand and on-order inventory and offsetting the lead time, the procedure determines the production schedule for the end products. Additionally, it determines the Available-to-Promise (ATP).
Now, the MRP procedure incorporates the MPS to determine the requirements of lower-level components (LLC) and raw materials. It estimates the gross requirements (GR) of parts by selecting the planned order releases (POR) of the parents through a single-level Bill of Materials (BOM) explosion. The procedure then calculates net requirements by subtracting on-hand inventory and scheduled receipts in each time bucket. After considering lot size, it converts net requirements into planned order receipts.
Lead-time offsetting shifts planned order receipts backward and derive the POR, which is the MRP result of the current item. The MRP procedure moves forward to explode the POR and obtain the gross requirements of its components. The procedure is repeated until the POR of all things is determined. The flow chart of the MRP procedure describes the process in the image.
The MRP system prioritizes materials based on need and updates these priorities regularly. Consequently, materials are ordered at the right time, and whenever changes occur, the MRP system revises due dates and schedules with minimal delays. As a result, MRP ensures having the right components in the correct quantity at the right time, minimizing unnecessary in-process inventory without shortages. Planning anticipated material requirements also enables the effective utilization of facilities, machinery, and workforce resources. The benefits of MRP include:
- Reduction in finished goods inventory, in-process inventory, raw materials, components and parts, and safety stock.
- Reduction in lead time.
- Reduction in past due orders.
- Advantage due to prioritization.
- Quick response to changes in demand.
- Improved customer service.
- Increased productivity.
- Increased inventory turnover.
- Effective utilization of capacity, machinery, and workforce.
- Good control over the production department.
Limitations of Material Requirement Planning are as follows:
1. There should be a proper master production schedule (MPS). Any inaccurate forecasts or sudden changes in demand may result in inaccuracies in the MPS.
2. The bill of material and inventory status must be computerized to prevent manipulations.
3. Errors in external lead time (at suppliers) or internal lead time (at manufacturing) cause wrong MRP calculations.
4. MRP has an overdependence on outputs due to a highly computational-intensive approach. Any inaccuracy leads to the failure of MRP to a large extent.
5. The MRP system requires reliable data; otherwise, the MRP system will become a mess.
6. MRP is more materials management-oriented but should be a manufacturing or assembly-oriented product structure.
7. The success of the MRP system requires:
- Maintenance of accurate stock records.
- Timely and Correct reporting system about the completion of assignments and orders.
- Integration of all concerned with MRP.
You May Also Like:-
Total Quality Management
Total Productive Maintenance
Maintenance Management
Store Management
Work Measurement
What is Material Management
Production Planning and Control
Process Selection
- https://www.egyankosh.ac.in/bitstream/123456789/81759/3/Unit-3.pdf
Leave a Comment Cancel Reply
Your email address will not be published. Required fields are marked *
Save my name, email, and website in this browser for the next time I comment.
- HR & Payroll
What is Material Requirements Planning (MRP)?

If you are a manufacturer, you understand the significance of streamlining your manufacturing unit operations. Therefore, it is worthwhile to evaluate your setup carefully to ensure that you leave no stone unturned to control manufacturing problems.
Although the industrial sector has faced challenging times over the past 20 years, there are still many obstacles and problems to be resolved. Poor inventory management, inefficient quality control, and supply chain problems can be just the tip of the iceberg. If you seek to keep your business free from such problems, you must implement a material requirements planning system.
This blog post will examine how advanced industry-specific solutions with material requirements planning capabilities can resolve them.
Here is all that we shall learn:
What is MRP?
Why is mrp important, mrp and manufacturing, history of mrp, why do businesses need mrp, how does mrp work, mrp process and steps.
- Data required for MRP systems
MRP Outputs
Advantages of mrp, disadvantages of mrp.
- Tips for Successful ERP/MRP Implementation
Important Aspects that vary from Provider to Provider
Mrp vs. erp.
- What does your Company need: MRP or ERP?
How can Deskera Help You?
Key takeaways, related articles.
- MRP or Material Requirements Planning is a software that calculates the raw materials and components required to manufacture a product. It achieves this by integrating inventory and supply chain management for businesses.
Manufacturing businesses primarily seek to deploy an MRP system to take care of the various processes involved in the production of the final goods. Raw material inventory management and tracking the overall production schedule are the core concepts of MRP.
The other important factor is to keep a track of the labor capacity against the demand. The system helps the manufacturers know if there is a sufficient labor force to carry out the manufacturing process. Additionally, the level of machinery requirement is also assessed.
From scheduling the ordering of raw materials to evaluating machinery and labor capacity for the manufacturing process are all a part of MRP.
Primarily, the system drives three essential steps given as follows:
- Calculating the existing inventory of materials and components
- Identifying the components needed
- Scheduling the production or purchase of the components that are in shortage
MRP can be referred to as the first computer-based inventory management system. It assists in creating a manufacturing plan for finished products by determining the number of components and raw materials that must be kept in stock.
MRP is instrumental in lowering inventory levels, shortening customer lead times, and ensuring that materials and components will be accessible when needed. Consequently, it leads to increased customer satisfaction. While these are the benefits it offers, it requires accurate data and upholds a rigid production schedule.
Moreover, some businesses may find its implementation expensive.
MRP helps the manufacturer analyze a number of variables to provide demand forecasts. It gives a business the ability to determine the kind and quantity of a given product, make inventory projections, and plan production.
Additionally, it ascertains that finished items are delivered to the correct place at the right time for the lowest cost to satisfy customer demand.
Boosts Productivity
MRP, which is generally carried out through computer applications, aids in ensuring that the proper inventory is accessible for the manufacturing process. It helps achieve inventory management precisely when it is required and at the lowest cost. MRP boosts the productivity, adaptability, and profitability ratio of manufacturing operations.
Avoid Production Snags
Additionally, MRP enables businesses to adapt more swiftly to escalating demand for their goods and avoid production snags. The system also helps avoid inventory stockouts that could cost them, clients.
In other words, the MRP drives revenue growth and stability. It also facilitates increased workers’ productivity, enhances product quality, and lowers material and labor costs in factories.
Exponential Growth
Widely employed by manufacturers, MRP has played a significant role in the expansion and widespread availability of consumer goods at reasonable prices. It has resulted in enhancing the standard of living in most nations. It would be difficult or nearly impossible for individual firms to scale their operations as quickly in the absence of MRP.
The accomplishments in the 50 years since the introduction of MRP software have highlighted the benefits of automation in intricate calculations and data management procedures.
MRP is crucial to a manufacturing operation's efficacy, productivity, and ultimately profitability. Manufacturers would not be able to meet customer demand for affordable and quality products if they lacked the necessary raw materials and components. They will also struggle to change production in response to changes in demand.
MRP can remove the majority of the uncertainty surrounding inventory and cut down on the time required to manage it. It can also improve the efficiency and predictability of the final stages of production, such as assembly and packaging.
Here is how MRP and manufacturing are related:
- Materials Requirement Planning (MRP) is used to determine the necessary raw materials and components. It also determines the other resources required to manufacture a product.
- MRP enables manufacturers to optimize their inventory and scheduling of production processes. This is done by anticipating future needs. It also accurately calculates the amount of inventory to be ordered.
- MRP systems also provide an accurate view of available inventory and stock levels. This allows the manufacturers to plan for future production needs and adjust production schedules accordingly.
- MRP systems can help manufacturers reduce costs by eliminating excess inventory. As a result, this improves efficiency by avoiding delays in production.
- MRP systems also provide better visibility into the complete supply chain. Thus, helping manufacturers identify potential threats and risks. Moreover, it enables them to make better decisions about production, inventory, and quality control .
MRP is helpful in both discrete manufacturing and process manufacturing. In discrete manufacturing, the finished goods are discrete, countable items like bolts, subassemblies, or automobiles. In process manufacturing, the finished goods are bulk items that cannot be separated into their component parts or counted separately.
The MRP inventory system's installation and ongoing innovation had a lasting impact that is still noticeable today.
- Inventory was tracked manually until computer-engineered systems proliferated in the commercial world. Users eventually realized how ineffective hand-kept inventory was, which led to market demand for the most productive approach.
- MRP was originally computerized by aero-engine manufacturers affiliated with General Electric and Rolls Royce in the early 1950s.
- In order to leverage the Polaris program, MRP was redesigned before it was made available for purchase.
- When MRP was initially introduced in 1964, Black & Decker was the first company to implement it.
- MRP was used by more than 700 businesses as their inventory management method by 1975.
- The MRP system has undergone constant improvement since 1975 to make firms more productive.
- There have been numerous varieties of models of MRP have been introduced since then.
MRP models have developed and evolved with each passing stag. The characteristics of MRP have become better and more adaptive to the fast-changing dynamics of the manufacturing field. Owing to these evolutions, we can term MRP as one of the most popular and commonly utilized inventory management methods in today’s date.
MRP is predominantly applied to the manufacturing businesses or production units of a company. We often observe that companies that are still working with outdated and inefficient control systems face many hardships. Also, manufacturing is a tough and lengthy job encompassing various big and small tasks. There are bound to be a lot of issues in such an assignment that has far-stretched horizons.
Besides the disruptions, the manufacturing process entails, problems can go beyond control without a well-ordered system. This section highlights the core problems in manufacturing operations that occur due to the absence of a sophisticated MRP system.
Inefficient Quality Control
In today’s age when communication is lightning fast, it does not take more than a few minutes for a piece of information to travel from one end of the world to another. With the advent of social media, information travels faster than we could ever imagine. Moreover, customers can be unforgiving and ruthless if a product makes them unhappy.
Therefore, today's manufacturers must make sure that quality control is integrated throughout the production process. Despite the fact that this is intrinsically difficult to accomplish, it is imperative to have systems capable of anticipating or effectively responding to production issues.
Checking with the supplier for the quality of your raw materials can be a good start if you seek good quality control. After all, the final product is as good as the utilized raw material. As a result, effective resource planning will be helpful in this situation so that your company can swiftly address and resolve faults that are caused by reoccurring problems with communication.
Poor Inventory Management
Inventory management is essential for efficiency and profitability. Good control systems are now even more crucial in just-in-time (JIT) production . This is especially important if you do not carry a huge amount of stock and need to know what you have on hand and be able to reorder it.
However, the advantages of efficient inventory control go beyond simple production efficiencies. This is to say that it also includes things like reducing waste and spending, both of which can have an effect on the bottom line.
These efficiencies can be delivered by modern MRP programs, but they must be built for the task. If you do not maintain your resource planning software or have not updated it, the associated MRP issues will lead to further manufacturing challenges down the road.
Supply Chain Problems
In the past, local vendors provided manufacturers with practically all of the raw materials and components they required. In the current world, it is simple and straightforward to source your requirements from suppliers that offer more worthwhile goods. Obtaining resources from sources other than the obvious ones may often prove to be advantageous as well.
However, there could be a variety of concerns with this worldwide supply chain. You could be facing concerns such as variations in prices, reliability problems, and difficulty with quality control, to name a few. This calls for implementing a system that consistently assesses your supplier's actions. The modern-day tools can offer controls that are necessary to get real-time updates and act quickly if and when issues arise.
Supply chain hassles can be astonishingly reduced owing to these systems. The data analysis, integration, and automation offered by modern manufacturing ERP solutions enable quick and effective decision-making.
Ineffective Process Management
As is rightly said, change is the only constant, your business must also be readily adaptable to the changes around. The uninterrupted commercial and industrial evolution has necessitated the use of coherent systems.
The manufacturing processes are no alien to the constantly changing dynamics. From handling enormous amounts of data to heightened customer expectations, your business must mold accordingly.
Manufacturers must have complete control over their operations in order to deal with these factors. Otherwise, you may face scenarios of providing hasty remedies to address shifting customer needs. These may eventually result in expensive manufacturing issues. Moreover, the outcomes in terms of quality may be questionable.
Consequently, investing in the proper manufacturing of ERP systems becomes critical. The software can guide you to control while yet being flexible to new challenges and changing circumstances.
Apart from this, software that has an eye on the future rather than being stuck in the past is required in a business environment where everything is connected smoothly. Today, there is no dearth of effective and affordable ERP packages that can be chosen by even small enterprises. Moreover, they do not have to rely on patched software or handwritten spreadsheets. Businesses can now channel their workforce into more profitable and fruitful activities instead of manual processes.
Importantly, businesses are looking for dependable IT partners to support them for adapting to the changing times. With all the endurance in the future's rapidly evolving manufacturing sector.
Data Management Failures
Today, information is easily accessible on a wide range of topics, including raw material pricing and supplier performance. Businesses produce enormous amounts of data. However, more often than not, this priceless resource is not utilized or remains underutilized.
If your company suffers from inadequate IT systems, you run the risk of facing the problem of underutilized data. You may lose out on the chance to acquire insights from such data and the possible benefits from these insights may also be lost.
This makes utilizing MRP a necessity. With an MRP in place, the same data can offer you multi-level benefits; especially, when it is properly compiled and examined by a new-age and industry-ready software.
Inventory management requires the use of material requirements planning tools. These tools could aid in the development of completed goods as long as raw materials are accessible. Other producers in the same niche or business may employ them if they are more than necessary.
When there are enough supplies, the supply and demand chains should ideally remain in sync. But when there are too many finished goods created and made available, there is a good chance that they are wasted.

On the other side, if there is a shortage of inventory, customers and shoppers will opt for another brand, leading to multi-level losses to the company. Loss of clients may lead to a decline in business. Therefore, having enough stock or inventory is essential to satisfy demand and maintain a seamless supply chain.
MRP system’s role revolves around assisting the producer in doing numerous analyses and creating demand projections. It determines the inventory levels and aids in creating plans for manufacturing. It ascertains that finished goods are delivered at the most reasonable cost and at the appropriate time.
Thus, we can say that all these MRP features aim towards meeting two fundamental goals of a manufacturing company, which are: fulfilling the needs of the customer and enabling the business to comprehend the type, quantity, and delivery of a specific product.
There are four main steps that make up the MRP process:
Determining Requirements to Satisfy the Demand
As a first step, the companies must establish clarity on the demand they face. By entering customer orders and sales predictions, the MRP process begins by determining consumer demand and the requirements necessary to satisfy it.
The system then breaks down the demand into the individual components and raw materials needed to finish the build while accounting for any necessary sub-assemblies using the bill of materials needed for production.
Inventory Review and Resource Allocation
You can monitor the products in stock, the quantity, the type of products, and the location by using the MRP. This information is useful for comparing the demand to inventory and allocating resources. Inventory review and knowledge about resource allocation are crucial if you have inventory spread out over various sites.
Additionally, you can view the status of items, providing visibility into both those that have been ordered but have not yet arrived at the warehouse and those that have been allocated to a different project. The MRP then directs inventory to the appropriate places and generates suggestions for reorders.
Production Planning
This is a significant feature of MRP as the system calculates how much time and labor are needed to finish each phase. Also, it lets you know when they need to happen so that production can proceed without interruption using the master production schedule.
The necessary work orders, purchase orders, and transfer orders are generated based on the production schedule, which also specifies what equipment and workstations are required for each phase.
The system also accounts for how much time each subassembly consumes when scheduling subassemblies if the build calls for them.
Recognizing Problems and Offering Suggestions
MRP being an efficient system, facilitates the connection between work orders, customer orders, and raw materials. This way, it can automatically notify your team when items are delayed. You can, thus, receive suggestions for current orders.
Data Required for MRP systems
You will have to define various criteria while working with MRP. A comprehensive set of data is necessary for the effective operation of an MRP inventory system in a company. The following points reveal the information you will need to enter into the system.
End Item or Items : The MRP system asks the user to specify the kind of product being produced and the precise level of demand for it.
Time and Quantity : You must mention the quantity needed to fulfill specified demand schedules in the system.
Current Forecasting : If there is information on what you have already predicted, the organization may be alerted to necessary modifications. This helps to align inventory and demand.
To establish near-perfect forecasting, you will need to know the seasonal trends and optimize the production rate based on the demand.
Government Policies : Compliance is a crucial element, and therefore, you can import the locally applicable government policies into the system. This way, you can stay compliant in the various areas of your business operations.
Shelf Life : The planning component of an MRP system needs to know how long a product can stay in the warehouse.
A business can use the system once all the data has been entered into it.
Once you have your necessary data ready with you, it is now time to take a look at the input files required in an MRP system. They are given as follows:
Master Production Schedule (MPS)
A production plan known as the master production schedule (MPS) outlines which goods will be produced along with their quantities and start dates. It can be termed the backbone of the production or manufacturing process.
Maintaining the schedule can be challenging because you must strike a balance between generating enough inventory to meet expected customer demand. Moreover, you must also manufacture enough to fulfill expected orders.
When there are shortages of raw materials and extensive lead periods for ordering raw materials, the scheduling can get more difficult. Scheduling also gets hampered due to production process bottlenecks, equipment breakdowns, and low workforce levels.
When you manage your MPS well, it shall help you with the following:
- serve as the blueprint for the administration of the manufacturing processes
- helps in keeping production stable
- helps build realistic plans for manufacturing orders
- serve as the link between precise production operations and broad corporate strategy
- enable clients to receive trustworthy delivery commitments
- aid in the planning of the utilization of the production capacity that is available
- increase the manufacturing process's effectiveness
- lowering your lead time
- guides in making correct purchases and transfer orders
How to create Master Production Schedule?
A useful MPS can be created with the help of the elements listed below:
- Product list : This has all the product models you manufacture. You can have them listed alphabetically or based on their popularity.
- Variation sub-lists : You must have a field allocated for each product variation and also for each SKU.
- Year, month, and week : Keeping records is important for tracking the progress and also for accurate demand forecasting. Breaking up the schedule into months and weeks can help define and assess your plans accurately.
- Quantities of production : This is the number or quantity of products you determine to manufacture in a week.
Bill of Materials (BOM)
A complete list of the components, goods, assemblies, subassemblies, intermediate assemblies, documents, drawings, and other materials needed to make a product is called a bill of materials (BOM) . The BOM, which is presented in a hierarchical style, can be compared to the recipe used to make a final good.
The BOM depicts the structure of the product. It includes details regarding all necessary sub-components, their quantities, and the order in which they are assembled to make the final product. It also contains details on the work centers carrying out buildup operations.
Vendor, part number, manufacturer, description, PCB footprint, and so on are some of the fields that are commonly observed in a BOM. Single-level and multi-level BOMs can be used in companies based on the kind of operations they have.
How to create a BOM accurately?
You must include the elements enlisted in the following when creating an accurate Bill of Materials.
- BOM level : Give each component or assembly a number to indicate where it belongs in the BOM hierarchy. Anyone may easily comprehend the BOM's structure and all of its components through the BOM level.
- Part number : Each component in the BOM should have its own part number so that anyone working on the manufacturing process may quickly refer to and recognize parts.
- Part name : Each part, material, or assembly should have a thorough and distinctive name that anyone in your shop may use to recognize the part without consulting other sources.
- Description : Include a thorough, insightful description of each material or component in a BOM. The description aids in part identification and helps you and others tell apart comparable parts.
- Phase : Note the stage or phase of each component's lifespan that it is in. "In Production", "Unreleased" or "In Design” are some terms used to describe the stage in which the product is in currently.
- Procurement type : This describes the way that each component is acquired.
- Quantity : Here, you must specify how many units or quantities of each part are utilized in each assembly.
- Unit of Measure (UoM) : You must determine the unit of measure that is being used to quantify the part or material. Examples include "inches," "millimeters," and "ounces." By defining UoM, you can ascertain that the shop floor gets deliveries of precise quantities.
- BOM notes : Aside from other components of the BOM, you must include any additional information that is relevant to produce the final product.
Inventory Status File
An updated record of each item in the inventory is kept in the inventory status file. This file contains details on each item, including its procurement lead time, quantity purchased, safety stock level, quantity on hand, and item identification number.
The output of MRP will have the following elements:
Planned Order Receipts
This is the quantity of an item that may be ordered so that you receive it at the start of the said period to satisfy the period's net requirements. This order will be placed soon; it has not yet been done so.
Planned Order Release
This is the quantity of an item that is planned to be ordered. It must be ordered within the anticipated time frame to guarantee that it is delivered when required. Offsetting the expected order reception by the item's procurement lead time yields the planned order release.
Stock-out incidents, purchase commitment reports, inventory forecasts, and more are all a part of planned order releases.
Order Rescheduling
This emphasizes the necessity of expediting, slowing down, and canceling open orders, among other actions. There could be numerous unforeseen circumstances in a business that can be addressed with the order rescheduling process.
Besides the above-mentioned points, we must note that there are various other output reports generated by the MRP. These include order release notices, rescheduling notices, cancellation notices, and reports on inventory status.
MRP is a crucial production tool that offers the company a number of advantages. Let’s learn about the top 8 advantages MRP systems offer.
Inventory Management
If you are looking to speed up your production process, inventory management is something that must take the front seat. MRP systems use information from the production schedule to calculate the precise quantity and price of inventory needed to meet the demand.
MRP systems present you with the right amount of components and materials in stock, which lowers the cost of carrying inventory . As a result, this lowers and optimizes the cost of inventory throughout the course of a production period; thus, resulting in organized inventory management.
Purchasing Strategy
Knowing what is available, what to buy, and when to get it is crucial for streamlining the production process. A proficient system is needed for purchase planning in order to monitor the production processes and identify any purchases that are required.
Additionally, it is required to compare those purchases to the production schedule and anticipated material deliveries. MRP guides procurement managers to automatically contact vendors whenever they have to make a purchase.
MRP systems identify the hold-ups or congestions in the production line brought on by a shortage or a drop in material. When this occurs, the system can present suggestions for rerouting production to the manufacturing of a new product where supplies are available. Alternatively, it can reroute the production itself.
MRPs can also direct resources toward one stage of the production process instead of another process that lacks the necessary raw materials and components. Even when there are limitations on the availability of materials, MRPs assist manufacturers in planning their production lines.
With such precise suggestions, the MRP system ensures seamless production planning.
Production Schedule
Work scheduling controls the amount of time that is spent in active production and forecasting projected yields. It is also helpful in ensuring production schedule conformance. Using the given inventory, MRPs depict the overall production process.
Managers can control hourly operations, equipment, and labor duties. Moreover, they may even correctly forecast labor time and operational expenditures using this information.
Optimization of Resources
All industrial processes and the quality of the end product depend on its raw materials. The manufacturer is better positioned to obtain insights into the raw materials and other useful resources when they have ready access to information. They can command the processes better when they are well-informed about the availability of the raw materials and the anticipated yield.
Here, information is the driving force that keeps the manufacturers informed. The MRP system provides the manufacturer with information on when extra labor is needed or what equipment is needed at what time. Apart from this, the system can also indicate whether to hire or purchase operational assets.
An MRP system's effective production scheduling helps you determine the number of workers and materials you shall need. Additionally, it also offers insights into whether you are using all of your production capacity or going overboard. Some solutions include an integrated accounting module that enables you to monitor the business's finances and spot cash leaks.
Documentation and Data Management
A huge amount of data is produced, examined, and presented during the manufacturing process. MRP systems offer support to manufacturers in managing this data. MRPs process and record data gathered from purchases, inventories, deliveries, cash flow, invoices, lists, reports, receipts, and other elements.
This way, the system facilitates a systematic procedure for documentation and data management.
Cost-efficient
The method determines the most economically-feasible purchase to meet demand by factoring in the quantity and cost of materials required. It includes the cost of shipping, storage, and carrying. MRP systems accurately and economically optimize purchases, offering insights into unrequired purchases; thereby, saving the company money on such purchases.
Elimination of Manual Tasks
MRP systems are entirely automated and do not require much human intervention or help. This saves a lot of labor and time that would otherwise be required for managing inventories, procurement, and production.
Unlike the earlier days, when inventory keeping and entering numbers were done manually on a sheet of paper, today's times have changed for the good. Even when compared to the spreadsheets which required man-made entries, the MRP system automates aspects to rule out any errors. Also, we cannot overlook the number of hours spent by the staff on tedious processes.
Owing to its automation feature, the system offers a high level of precision as compared to any human method that may be prone to mistakes. Additionally, it controls and archives production data. So, when one system can handle all the significant tasks, it eliminates the deployment of a whole team.
Improved Customer Relations
The only thing your customers want is to receive the correct order on time. Correctness of order means they receive the right quantity they ordered and for the price they agreed upon. When you give clients lead times and costs based on a variety of data sources and your intuition, this is a challenging assignment.
However, with the MRP system in place, accurate deliveries will become the norm. Owing to the MRP system's ability to calculate these figures automatically based on your current inventory levels, supplier lead times, and available production capacity, order fulfillment becomes straightforward.
Even if there are unforeseen delays in your production process, you may still notify your clients right away about a delayed delivery. This way, they can take the appropriate business-related steps on time.
Supply Chain Traceability
Tracking and traceability are significantly improved when you use the MRP module to assist with inventory and production tracking. Every event in the supply chain should leave a trace so that you may identify the source of any irregularities, organize product callbacks, and get rid of any causes of product non-conformity.
This is useful no matter what you manufacture, but it is particularly crucial in sectors with rigorous rules, like the food, healthcare and pharmaceutical sector, automotive sector, and so on.
Achieve more Scalability
Managing several suppliers, customers, and members of your own staff could be an uphill task. Coupling these with the management of thousands of stock keeping units (SKUs) and hundreds of bills of materials (BOMs) becomes a monumental undertaking.
MRP solutions have the ability to expand with your firm quickly, unlike spreadsheets or manual methods. This gives you the flexibility required in today's fast-paced corporate climate.
Using the right industrial resource planning software, which enables you to scale your organization as necessary, makes this much simpler.
Although there are multiple benefits of MRP for manufacturing units and companies, there are a few disadvantages that one should be aware of. This section takes us through those points.
Resources get tied for Implementation
From time to staff, your company will need to invest a lot of its resources to pull off the implementation of MRP. Every time business software is implemented, time must be taken away from other tasks, especially if the project is kept within the organization.
Then there are licenses and other fees. Companies need to take into account more than just the MRP system's license or subscription fees. Prior to implementation, a significant amount of work is also spent evaluating various solutions.
You will also need to take into account the fact that, if a new team is to be employed, their compensation may actually be higher than the cost of the software. In other words, you will have to keep your resources occupied, tied up, or invested in the implementation process.
Business Requirements to be Precisely Articulated
Before selecting any software, you should list all the requirements your company has for the new system. Otherwise, you run the risk of selecting a solution for your business that prevents you from realizing the anticipated benefits. In some cases, it may end up being a money pit owing to complicated implementation and use.
The MRP system you choose should have all the features you require, be affordable for the firm, and be as simple to use as possible given the number of IT experts on your employees. Therefore, it is significant to have a clear vision of the kind of system your business requires. Failing to do so can have an adverse effect on the financial well-being of the organization.
Everyone must be Involved
When you decide to deploy software that can have long-lasting effects on the operations across the company, you need to enroll all the heads and leaders in the process. You would also require to engage a lot of your employees who would be the future users of the software.
Onboarding all the team leaders and most of the staff for this purpose may cause disruption in their work schedules. While they are collecting and giving insights into the system and its functions, the productivity in their core areas may take a dip. Simply put, you may witness a low yield as everyone is involved with the implementation process.
Raised Expenses, Lengthy Implementation
Expenses could be a very obvious impediment while deploying the MRP framework. While MRP systems are known to be budget-friendly systems, the complications they entail cannot be overlooked.
You may experience a rise in your expenses owing to the complications in deploying the system. Moreover, the testing and maintenance of the product also tend to consume a considerable amount of capital.
Apart from this, the implementation of MRP can often be a lengthy process which may lead to a rising restlessness within the staff associated with it. While these are minor hiccups and would not last long, they are still one of the disadvantages of implementing MRP.
Tips for Successful MRP Implementation
All business operations require a certain optimum conducive environment to provide profitable outcomes. Similarly, a manufacturing company requires the right methods to deploy the MRP module of the ERP system. (We have covered the difference between MRP and ERP shortly following this section.)
Before you set out to begin the implementation of MRP, you must be mindful of certain important aspects. First and foremost, work out the capacity of your team to comprehend business requirements. The second most important point is to choose a system, and finally, to plan deployment.
The selection process is similar to the selection process for an ERP. To optimize the benefits of your new system and speed up deployment, further measures must be taken.
This section helps us with some tips you can adopt to get the best possible results. Here we go:
Consider the Size of Your Company
While you are a manufacturing firm, get enough understanding of ERP systems. Know if you really need it and if you have enough resources to keep it running.
ERP systems could be unviable for micro companies or for companies with around 10-15 employees. They will need to consider both human and financial resources before implementing ERP with an integrated MRP module.
This sums up that you must consider the size of your company and only then determine whether or not your company really needs an ERP.
Allocate adequate Resources
ERP system implementation is a one-time process. Therefore, you must ensure that all the necessary resources are aligned accordingly. It is a big project and will, thereby, require enough expertise from your end.
Before implementing ascertain that you have enough staff and talented professionals who can carry forward the deployment accurately and effectively. Also, do not forget to include all the heads of different units in your company in the implementation project team. These people will become the primary users of the ERP and, therefore, must be a part of the implementation team.
Keep Micro-management Away
Try to identify crucial jobs as they will have the biggest impact because the ERP/MRP system is meant to address the biggest manufacturing-related issues. If you concentrate more on micro-automation, it will only make the installation project more difficult.
Establish a small set of primary project goals that must be tightly tied to the business procedures and issues you wish to address. Avoid wasting time and effort on activities that may appear pleasant but have little impact. At all times, we must remember that the business should be the focus of the goals, not automation.
Ensure Perfect ERP Implementation, Step by Step
While a lot depends on the size of your company, it is still advisable that you start and complete ERP installation considering each module at a time. The system can be put into place according to personnel, functionality, and module.
For instance, before delegating tasks to line workers, managers initially report on completed manufacturing orders. Thus, the process should be completed in a stepwise manner.
Carry out Data Classification
This is one of the most important steps. Before the ERP is installed, ensure that all your data is categorized into appropriate groups. You can consider creating logical product groups to establish accurate categorization of data.
The step is crucial as you may not be able to change or modify the groups once the ERP installation has been completed.
Understand Testing and Implementation Clearly
While implementing ERP, you must have thorough clarity over testing and implementation, as the two are distinct from each other. This is so because if you use real data while testing, it may make things more complicated. You can use proxy data for carrying out the testing of the system.
Also, when you use actual data while testing and mix the data with test data, you may face problems while cleaning the database. It is, therefore, recommended that you do not use your actual data while testing and use it only when you begin with actual implementation.
Adapt when Customization is not Possible
As a company, you may want to have the best ERP the market has to offer, one that solves all your business problems. However, practicality can be different from ideal scenarios. Then again, often, companies are of the thought that they would customize the software to suit their every single need.
Yet again, that is nearly impossible. Customization is not always the only solution. Not every business can lay its hands on that perfect ERP. Therefore, you can look towards adapting your business requirements could prove to be more efficient in the long run.
Keep Your Users Informed about Project Goals and Timelines
Before you have the ERP in place, you know the people in your company who would be interacting with the system. Ensure that everyone who will interface with the ERP system is aware of the objectives and timetable for deployment.
This means that there should be a single general meeting held at the start of implementation, followed by ongoing communication. Such practices ensure that all the participants are on one page and are regularly updated about the proceedings.
Train Your Users/Team Members
Effective utilization of ERP comes from complete knowledge of it. So, once you have listed down the people who would be using the system, the next step would be to ensure they use it properly. This will require you to offer them training programs and tutorials for efficient utilization of the system.
To accomplish this, you may either train some of the users, and they shall carry the explanation to other team members. The other way is to ask the software vendor to impart a complete tutorial on how to use the system.
Trust Experienced and Expert Project Leaders
ERP implementation is a huge project and requires meticulous planning and well-outlined milestones. Besides these factors, you also need the right people who can make all this possible.
So, ensure that you have expert and experienced project leaders in your teams to help materialization of goals. In case you do not have an expert within the company, you can hire a contractor with the right skill sets for the job.
Do not Give Away the Old System Yet
ERP implementation requires scrupulous management at every juncture. While you will take all the necessary care, outcomes can be uncertain. After implementing the new ERP software, it is preferable to continue using the old system in tandem with the new one for at least one to two months.
This makes it easier to verify that the new solution has been set up and is being used correctly. For instance, you can compare the reports generated by the old and new systems.
Additionally, you will be able to go back to the old system in the event of serious problems with the new one.
When companies opt to carry out the implementation of the MRP system, there are a few factors that they must be mindful of. There are a ton of software companies that serve the manufacturing industry.
This market diversity may be advantageous if your software requirements are well-defined, but the more ambiguous your specifications, the more challenging it will be to discover the ideal solution. Furthermore, you shall come across a number of providers with varying features and factors associated with the MRP system. A corporation must take into account these factors before considering looking for an MRP system:
A cloud-based MRP system might cost $50 per month, while an on-premises MRP system might cost hundreds of thousands of dollars. When businesses need experts to help them, they should also factor in implementation expenses.
Range of Capabilities
Many MRP systems were created as extensions of existing accounting software, which gives the system a strong accounting focus. There are many solutions and combinations that may still have extremely low manufacturing-related functionality. Businesses can have different requirements, but when it comes to an MRP, it must offer functionalities focusing more on manufacturing operations.
Owing to this, businesses should choose a product that was created especially for the manufacturing sector.
MRP systems have a reputation for being cumbersome, complex, and challenging to use. Choosing software that is simple to use for everyone, from management and accounting to the shop floor, should be one of the top priorities for a business that does not have any in-house expertise in information technology.
If yours is a business that lacks this kind of talent pool, then you must opt for a system that is simple to use.
Material Requirements Planning and Enterprise Resource Planning sound similar and may lead to confusion among your workforce. However, it is immensely crucial to learn that the two are different.
In a broad sense, if ERP is a system, MRP is its subsystem. To understand the difference better between the two, first we must learn about the relationship between them.
This section will clear any doubts you may have about the two systems. Let’s start.
What is ERP?
Enterprise Resource Planning is a system that facilitates an organization with integration of the various units like accounts, sales, CRM, SCM, and human resources. All the information from all these units is stored and collected from a central database. This allows all the units to access updated information in real time.
Additionally, one of the most important offerings of an ERP system is automation. By automating business tasks, ERP enables the company execute operations. By doing this, the company can eliminate a lot of manual tasks and reduce errors due to man-made entries. This way, they also prove to save time and operating expenses .
Features of ERP
The following image depicts the typical modules or features that an ERP system comprises. Offering a wide range of functionalities, ERP serves you with astonishing features. There could be some additions or modifications based on the business requirements; yet, the most probable units covered under a typical ERP system are the same.
Let’s see what they are.

Features of MRP
Features in an MRP system are also subject to the business requirements of a company and, therefore, may vary across companies. The image below in this section explains the typical features offered by the MRP system.

What is the Relationship between MRP and ERP?
MRP and ERP are closely related. MRP is used to plan and manage the procurement, production and delivery of materials. On the other hand, ERP is a business management system that integrates all areas of an organization, including planning, manufacturing, sales, and finance.
ERP is often used to optimize MRP processes and provide a more accurate and efficient way of managing materials.
MRP and ERP work together to streamline corporate processes. However, ERP can be referred to as the main system that has many modules; and MRP can be viewed as one of the modules or subsystems of ERP.
An ERP solution's MRP software functions as a subsystem, providing data on resources and materials to the ERP solution, which combines and uses that data to inform other business departments. For example, your finance department can utilize the data the MRP system sends to the ERP to compute accounts receivable and the cost of manufacturing to set product prices.
While both are technologies that have a significant impact on the industrial sector, they have helped in boosting productivity and efficiency in manufacturing units along with shortening the production cycle.
What is the difference between MRP and ERP?
The following table helps us understand the difference between MRP and ERP more clearly. Let’s run through it:
The fact that MRP functions more independently of ERP is another distinction between the two systems. It is possible to merge some systems with others, but doing so can be difficult. However, integrating ERP systems with other existing or older systems is generally simple.
The main distinction between ERP and MRP is that whereas MRP systems are primarily focused on materials management, ERP systems assist in the planning and automation of a number of back-office company tasks. Accounting, production, supply chain, customer management, quality, procedures, and planning are all directly impacted by ERP.
However, MRP's procurement and planning capabilities for industrial materials are more constrained. Users of each system will, therefore, vary as a result. ERP software can be used by people from many different departments, but MRP tools can be used by people who have a connection to manufacturing operations.
What does Your Company need: MRP or ERP?
Now that we have a fair knowledge of the key features and benefits of both ERP and MRP, the question arises: which one should I choose?
Well, the answer lies in the multiple considerations, which we shall visit in this section. A few factors must be taken into account while choosing between an ERP and an MRP system. If your firm only requires assistance with manufacturing operations and stock control, an MRP system can be adequate.
On the other hand, an ERP solution if your business wants better integration to manage additional operations. Which technology is appropriate for your operations will depend on your business policies, your budget, and other factors, but there are a few points you must be mindful of.
You can ask a few questions that help you arrive at the right decision. Let’s see what they are.
How much is the budget? This could be a defining factor when choosing between the two systems. When a corporation invests in an ERP system, they often find that the system's process optimization increases productivity and efficiency to such high levels that the investment eventually pays for itself.
Since MRP systems offer a simpler solution, they are less expensive. Examine what an ERP system can accomplish for your business and how it will impact your growth and bottom line before allocating funds toward it.
Optimization
Next comes, what level of optimization are you seeking? An MRP system is ideal for you if all you need to do is optimize your production processes. If you want to automate, integrate, and optimize processes that go beyond manufacturing into accounting, human resources, and other areas, you will need ERP software.
Rapid Business Expansion
Is your business expanding quickly? A company on the cusp of considerable corporate development will need to rely more and more on automation and standardized, simpler operations in order to succeed and keep up with the expansion. An ERP system must be implemented as a result of this. You could only need an MRP tool if your company is anticipated to remain stable.
This section takes us through some of the most frequently asked questions pertaining to MRP. Let’s take a look.
Q: How does MRP help a business?
A : Owing to MRP, you shall observe that the inventory levels are optimized, manufacturing productivity is increased, and you have better customer satisfaction. It also ensures that materials and components are available when required to meet the demand.
MRP helps the manufacturer analyze a number of variables to provide demand forecasts. It gives a business the ability to determine the kind and quantity of a given product, make inventory projections, plan production, and make sure that finished items are delivered to the correct place at the right time for the lowest cost to satisfy customer demand.
Q: What are the three primary sources of MRP?
A : The three primary sources of MRP are the Bill of Materials (BOM), Inventory Status File (ISF), and Master Production Schedule (MPS).
Q: What is the primary objective of MRP?
A : A digitally controlled inventory management method called material requirements planning helps manufacturers to assess the availability of raw materials against their ability to produce goods in accordance with demand forecasts.
Once they have this information, they can organize and schedule the final product's manufacture and delivery. Thus, the primary objective of MRP is to increase efficiency and assist firms to avoid having too much inventory.
A manufacturing system based on sales forecasts is called material requirements planning. It enables floor managers and planners to arrange deliveries of raw materials, calculate the amount of material required to meet production needs, and develop labor schedules.
Companies utilize material requirements planning (MRP), an integrated inventory and supply management system based on software, to project raw material amounts and plan output.
MRP computes the materials required, their quantities, and their timing for use in the manufacturing process based on inputs from the Master Production Schedule, Inventory Status File, and Bill of Materials (BOM).
Speaking of choosing between ERP and MRP, consider your costs, the rapidity of expansion, and the level of integration and optimization you need. If your is a business that needs to focus only on production-related activities or a low-cost system, then MRP can be a good choice. However, if you need integration across all your business modules, then ERP is the finer option.
As a business owner, you need to honestly examine your production procedures to identify any inefficiencies. Do not wait if quality or growth concerns are causing trouble for your manufacturing company.
Go ahead and make the decision to invest in improvement right away. You may choose to get MRP system professionals to examine your operations and deliver a thorough analysis.
As a manufacturer, you need to be at the top with your raw materials inventory. Planning the production, engaging labor and machinery, and assessing the demand are the factors that are directly impacted by your inventory status.
Here are some key functionalities served by the system:
- Easily track stock-keeping units (SKUs)
- Efficiently assemble products with Bill of Materials
- Trace shipments with USPS and FedEx in real-time

Deskera ERP is a comprehensive system that allows you to track your inventory, manage suppliers, and track supply chain activities in real time; also, it streamlines diverse other business operations.
Deskera Books lets you handle your accounts and finances efficiently. Now maintain healthy accounting practices with automated accounting tasks, including billing, invoicing, making payments, and so on.
Deskera CRM is a powerful tool that takes care of your sales and helps you close deals swiftly. Enabling you to accomplish crucial functions like generating leads with emails, it also lets you have a complete view of your sales funnel .
Deskera People is a super-easy tool that helps you get control of your human resource management functions. The tool not only helps you process payroll faster but also lets you cover all the other activities, such as managing overtime , benefits, bonuses, training programs, and much more.
- Manufacturing businesses primarily seek to deploy an MRP system to take care of the various processes involved in the production of the final goods.
- Raw material inventory management and tracking the overall production schedule are the core concepts of MRP.
- MRP can be referred to as the first computer-based inventory management system.
- MRP is instrumental in lowering inventory levels, shortening customer lead times, ensuring that materials and components will be accessible when needed, and increasing customer satisfaction.
- Boosting productivity, avoiding production snags, and help achieve growth are the reasons why MRP is important to businesses.
- Inefficient quality control, poor inventory management, supply chain problems, ineffective process management, and data management failures are some of the common problems that businesses can solve with the help of MRP.
- Steps in the MRP process include determining requirements to satisfy demand, reviewing inventory, allocating resources, planning the production, and recognizing problems.
- Some of the key benefits of MRP are inventory management, purchase strategy, production planning, production schedule, resource optimization, and supply chain traceability.
- Occupying too many resources and raised expenditure are some of the cons of deploying MRP.
- Master Production Schedule (MPS), Bill of Materials (BOMs), and Inventory Status File are MRP input elements.
- Planned order receipts, planned order release, and order rescheduling are the MRP output elements.
- When confused between MRP and ERP, businesses can consider their budget, expansion speed, and required optimization for their business.
How Plastics Manufacturing Can Innovate and Collaborate to Thrive

Will the Dog Days of Summer Slow Down US Manufacturing in 2024?

Quality Control and Assurance in Contract Manufacturing
Hey! Try Deskera Now!
Everything to Run Your Business
Get Accounting, CRM & Payroll in one integrated package with Deskera All-in-One .
Material Requirement Planning System Assignment Case Study
Material requirement planning system’s inputs and outputs, differences between regenerative and net-change mrp systems, benefits and limitations of mrp as a push-system.
Material requirements planning is the system for turning master schedule requirements for end items into time-phased requirements for subassemblies, components, and raw materials. Inputs and outputs are affecting the MRP and its efficiency. The inputs required to build a system are a master schedule formed by orders and forecasts, design changes plan process with a bill of materials, and inventory records containing receipts and withdrawals (Stevenson, 2014). When MRP is set up and used, several outcomes appear, and they can be divided into primary and secondary reports and an inventory transaction. Primary outputs are changes, order releases, and planned-order schedules, and the secondary ones are the exception, planning, and performance-control reports (Stevenson, 2014). The proper translation of master requirements can help successfully manage the order and appliance of assemblies and raw materials.
MPR can be updated via the two most useful systems: regenerative and net-change approaches. The main difference between these practices is that the regenerative system edits MRP’s data periodically, while the net-change one does it continuously (Stevenson, 2014). The regenerative method is based on picking an interval and complying with the changes in all aspects to discover what MPR’s updates to make (Stevenson, 2014). The net-change approach modifies a system after every requirement of change on a continuous basis (Stevenson, 2014). The regenerative system is the most suitable for managing stable MRPs, while the net-change method can deal with the inconsistent ones.
MRP is a push system that helps determine the costs, quantities, and availability requirements in a time-based manner so that the results can be forecasted and then achieved. This operation method’s benefits are low demand for in-process updates, the ability to manage material and capacity requirements, the allocation of production time, and the potential to determine the inventory usage (Stevenson, 2014). MRP implementation’s main limitation is the necessity to have a computer with the software capable of handling calculations and maintaining records. Moreover, the system can only be applied if accurate and approved master schedules, bills, and inventory records are properly collected (Stevenson, 2014). Any inexact piece of data can lead the companies to significant order, production, and delivery issues.
Stevenson, W. (2014). Operations Management. (12th ed.). McGraw-Hill Higher Education.
- Chicago (A-D)
- Chicago (N-B)
IvyPanda. (2022, February 26). Material Requirement Planning System Assignment. https://ivypanda.com/essays/material-requirement-planning-system-assignment/
"Material Requirement Planning System Assignment." IvyPanda , 26 Feb. 2022, ivypanda.com/essays/material-requirement-planning-system-assignment/.
IvyPanda . (2022) 'Material Requirement Planning System Assignment'. 26 February.
IvyPanda . 2022. "Material Requirement Planning System Assignment." February 26, 2022. https://ivypanda.com/essays/material-requirement-planning-system-assignment/.
1. IvyPanda . "Material Requirement Planning System Assignment." February 26, 2022. https://ivypanda.com/essays/material-requirement-planning-system-assignment/.
Bibliography
IvyPanda . "Material Requirement Planning System Assignment." February 26, 2022. https://ivypanda.com/essays/material-requirement-planning-system-assignment/.
- Electric Fencing: Consumer Behaviour and Marketing
- MRP: Riordan Electric Fans
- JIT and MRP: Collaboration Between Feets and Shoe Vendors
- Computerized Systems: Material Requirements Planning
- Materials Requirements Planning
- Kirkstall Precision Engineering: Material Requirement Planning System
- Impact of Regenerative Medicine
- Franklin Fan Company's Materials Requirements Planning
- Materials Requirement Planning at Space Age Furniture
- Nanotechnology in Regenerative Medicine: Scaffold and Tissue Engineering
- Improving Demand Forecasting Models: Recommendations
- Impact, Challenges, and Post-Coronavirus Outlook for Marketing Channels
- Medical Masks Shortage in the US Market
- "A Merger in the Milk Industry" by Yaffe-Bellany
- Nike: Supply Chain Management Issues Caused by the COVID-19 Spread
DSpace JSPUI
Egyankosh preserves and enables easy and open access to all types of digital content including text, images, moving images, mpegs and data sets.
- IGNOU Self Learning Material (SLM)
- 06. School of Engineering and Technology (SOET)
- Diploma / Post Graduate Diploma Programmes
- Post Graduate Certificate in Inventory Planning and Warehousing System for Engineers (PGCIPWS)
- MWR-02 Advance Inventory Planning and Control
- Block-1 Material Planning
Items in eGyanKosh are protected by copyright, with all rights reserved, unless otherwise indicated.

IMAGES
VIDEO
COMMENTS
Source: Chapter 11 - Material Requirements Planning . Summary . Material Requirements Planning is a great tool to use in complex assembly operations or for dependent demand calculations using the Bill of Material as the foundation for how many of an item are needed for each end -time and the lead time for ordering and receiving the components.
Material requirements planning (MRP) is a planning and control system for inventory, production, and scheduling. MRP converts the master schedule of production into a detailed schedule, so that you can purchase raw materials and components. Used mostly in the manufacturing and fabrication industries, this system is a push type of inventory ...
Material Requirements Planning (MRP) is a systematic approach to calculating the materials and components required to manufacture a product. It ensures that materials are available for production and products are available for delivery to customers. The goal is to balance supply and demand efficiently. Here are some best practices in MRP: 1.
A material requirements plan has been developed for product A based on the product structure of A and the lead-time needed to obtain each component. Planned order releases of a parent item are used to determine gross requirements for its component items. Planned order release dates are simply obtained by offsetting the lead times.
MRP is a planning tool that helps manufacturers calculate the materials needed for production based on the production schedule and inventory levels. It considers factors like lead times, order quantities, and production rates to determine the materials needed to meet production goals. MRP is typically used by smaller manufacturers with fewer ...
1. Streamlined Inventory Management. MRP enables businesses to maintain an optimal level of inventory by aligning it with production needs. This prevents overstocking and stockouts, ensuring that materials are available when needed. The result is a streamlined and efficient inventory management system. 2.
Material Requirements Planning (MRP) is a powerful tool that helps manufacturers manage their inventory and production processes. In this comprehensive guide, we will delve into the basics of MRP, including forecasting, bill of materials (BOM), inventory management, capacity planning, and lead time management.
Ultimate Guide To Material Requirements Planning. Khaleel Hayes Manufacturing ERP No comments. April 23, 2024. Think of MRP as a giant filing cabinet that organizes your inventory and materials in one centralized place. MRP systems are manufacturing tools that help you manage and replenish items as needed to complete production jobs.
Materials Requirement Planning - MRP: One of the first software based integrated information systems designed to improve productivity for businesses. A materials requirement planning (MRP ...
Material Requirements Planning (MRP) is the process of converting master schedule needs for completed items into time-phased requirements for raw materials, components, parts, and sub-assemblies. Although most MRP systems are software-based, MRP may also be done by hand. Material needs planning systems are used by businesses to predict raw material amounts and schedule delivery.
In the Sects. 2.2 and 2.3, some implications of customer orientation on material requirements planning will be discussed. The main task of a conventional MRP system is to support the planning of material requirements on all manufacturing levels, starting with the production program for end products and including inventory management and ...
This software integrates key aspects of manufacturing into a single productivity suite, including production, inventory management, order management, procurement planning, production scheduling, and many other functions. In its original form, MRP refers to material requirements planning. This term was coined around 60 years ago and constituted ...
Material requirements planning is a software-based method that uses an MRP system to help businesses manage their production inventory levels and supply chain. When used properly, MRP systems facilitate production planning, reduce manufacturing costs and improve productivity. ... you can reallocate the assignments to balance your labor force ...
Materials Requirements Planning (MRP) provides a comprehensive solution for managing the procurement process, from planning and forecasting to inventory control. By implementing MRP, businesses can benefit from streamlined inventory management, improved order accuracy, reduced lead times, and enhanced visibility into supply chains.
The three primary objectives of material requirement planning (MRP) are as follows: 1. To ensure that required materials are available for manufacturing and products/goods are ready for customer delivery. 2. To maintain the lowest possible levels of material and products in the warehouse. 3.
A material requirement planning is a technique that uses the bill of material, inventory data and a master schedule to calculate requirements for material. ... take up the assignment on material ...
MRP, or material requirements planning, is a widely used technique for organising and managing the flow of materials in manufacturing businesses (Jawad, 2020). This is not because of its prowess ...
MRP or Material Requirements Planning is a software that calculates the raw materials and components required to manufacture a product. It achieves this by integrating inventory and supply chain management for businesses. ... There are bound to be a lot of issues in such an assignment that has far-stretched horizons. Besides the disruptions ...
Implementing an MRP system can challenge any organization. It requires a solid commitment from top management and proper education of the executives and workforce tasked with using it as a strategic-planning tool and day-to-day operational resource. Several potential issues can be stumbling blocks to successful implementation.
MRP is a planning tool that helps manufacturers calculate the materials needed for production based on the production schedule and inventory levels. It considers factors like lead times, order quantities, and production rates to determine the materials needed to meet production goals. MRP is typically used by smaller manufacturers with fewer ...
Material requirements planning is the system for turning master schedule requirements for end items into time-phased requirements for subassemblies, components, and raw materials. Inputs and outputs are affecting the MRP and its efficiency. The inputs required to build a system are a master schedule formed by orders and forecasts, design ...
Materials requirements planning (MRP) is an inventory planning and control technique developed to deal with dependent-demand inventories. An MRP system, in its simplest form, consists of three basic components: a master production schedule (MPS); bill-of-material (BOM) files of the end items; and inventory status files of various materials ...
Production of Analysis
IGNOU Self Learning Material (SLM) 06. School of Engineering and Technology (SOET) Levels; Diploma / Post Graduate Diploma Programmes; Current; Post Graduate Certificate in Inventory Planning and Warehousing System for Engineers (PGCIPWS) MWR-02 Advance Inventory Planning and Control; Block-1 Material Planning