- Advisera Home
- ISO in General
Partner Panel

ISO 9001 Documentation Toolkits
Iso 9001 training.
- Documentation Toolkits
- White Papers
- Templates & Tools
Where to Start
New ai tool.
- Live Consultations
- Consultant Directory
- For Consultants

Carlos Pereira da Cruz
- Get Started
ISO 9001:2015 Case study: Context of the organization as a success factor in manufacturing company

Clause 4.1 of ISO 9001:2015 is causing lot of ambiguities and raising more questions than answers to most quality practitioners. Defining context of the organization basically means determining the foundation of your QMS and where your company stands in terms of internal and external issues related to the QMS. This requirement of clause 4 can seem too general, and there is a risk of going too wide when defining the internal and external issues. In fulfilling this clause, you should focus only on issues that can affect the customer satisfaction and delivery of quality product and/or service.
This simple example will help you understand how to determine context of the organization according to ISO 9001 in small or midsize production company and give some inspiration in your implementation project.
Small company from the South East Europe, let’s call it ABC Company, produces terrace and staircase metal fences and exports its products for some time in Germany. Since the projects are being more and more lucrative, their German customers required implementation of ISO 9001. First milestone in implementation of the standard was definition of context of the organization .
Internal context
The country where ABC Company is located is not an EU member and yet over 90% of its products are exported to Germany, particularly metal fences. Their product delivery includes not only the production of the metal fences but also installation on the buildings and production of metal fixtures for furniture industry. Considering that the company employees cannot stay in Germany more than three months without getting a working visa, the employees are organized into teams where one team is abroad in charge of installation of the products while other two teams are working at home location on production and assembly of the fences. Once this three months period expires, the team abroad switch with one of the teams located at home location. Each team has a mechanical engineer in charge and several shift managers that control and supervise the rest of employees. Employees are highly skilled for the operation they conduct so there is no so much formalism in reporting and getting instructions from superiors.
External context
Since the most of the products are delivered to Germany, the company is obliged to apply German and EU regulations regarding product quality, environmental protection and occupational health and safety. Being present on German market for 5 years, the company identified all legal requirements together with requirements of their customer which is one big German construction company and they are one of the subcontractors. Domestic market has far less requirements but it is struggling and prices on the foreign markets are more favorable so the future direction of the company is to meet requirements of it foreign customer and try to find another customers in EU countries.
Documenting context of the organization
The CEO of ABC Company decided to conduct SWOT analysis to furtherly examine the context of the organization and ensure inputs for further identification of risks and opportunities .
Table: SWOT analysis
The CEO decided that the records of SWOT analysis will be included in QMS documentation; however, he did it reluctantly since information in the SWOT analysis can be considered as sensitive and he doesn’t feel comfortable showing them to the third party (e.g. certification auditor) but he did it at the insistence of Quality Manager. The final solution was to require from the certification body an NDA (Non Disclosure Agreement) and make sure that the information provided during the audit will be confidential and protected.
What’s next?
Information gathered through process of defining context of the organization will be used as an input for further phases in implementation of ISO 9001. The fact that only one kind of product is delivered to the customer who requires ISO 9001 certificate can influence the decision about the scope of QMS (for more information, see: How to define the scope of the QMS according to ISO 9001:2015 ), other issues identified can lead to actions to address risks and opportunities (for more information, see: How to address risks and opportunities in ISO 9001 ) or can even influence the business plan and overall strategy of the company in the future years in terms of expanding to another markets and seeking for more reliable suppliers.
To learn more about ISO 9001 requirements and particularly context of the organization, try our free online training: ISO 9001:2015 Foundations Course .

Strahinja Stojanovic is certified as a lead auditor for the ISO 13485, ISO 9001, ISO 14001, and OHSAS 18001 standards by RABQSA. He participated in the implementation of these standards in more than 100 SMEs, through the creation of documentation and performing in-house training for maintaining management systems, internal audits, and management reviews.
Related Products

ISO 9001 Documentation Toolkit
Integrated iso 9001/14001/45001 toolkit.

ISO 9001 Foundations Course
Upcoming free webinar.

Suggested reading
You may unsubscribe at any time. For more information, please see our privacy notice .
The Lean Post / Articles / Lean Management Case Studies Library

Lean Management Case Studies Library
By Chet Marchwinski
May 16, 2014
Learn how a variety of businesses and organizations used lean management principles to solve real business problems. We’ve arranged the examples in 16 categories to help you find the ones right for your environment.
Lean Management Examples from a Variety of Businesses
The following case studies of lean management principles in action show you how a variety of real businesses solved real business problems under diverse conditions.
We’ve arranged the stories in 16 categories to help you find the examples you need. There is some overlap. For instance, a “Lean Manufacturing” case study may also appear with “Privately Held Companies.”
Lean Manufacturing
- Logistics, Supply Chain, and Warehousing
- Lean Material Handling
- Job Shops (Low-volume, High-mix Manufacturing); Tool and Die
- Lean in Government
- Lean Healthcare
- Lean Accounting
- Lean Construction
- Lean in Office and Service Processes
- Lean in Education
Problem Solving
Pull Systems
Culture Change
People Development
Privately Held Companies
Maintenance
Many of the executives who took part in these transformations are interviewed in LEI’s Senior Executive Series on Lean Leadership . After reading the case studies, be sure to get their personal perspectives on leading change. (Feel free to link to this page, but please respect the copyrights of LEI and journalists by not copying the articles.)
Are you doing something new or notable in the practice of lean management? Let us share what you learned with the lean community. For more information, contact LEI’s Director of Communications Chet Marchwinski at cmarchwinski at lean dot org
Thrustmaster Turns Around
Learn how Thrustmaster of Texas successfully adopted lean thinking and practices to make sustainable improvements in a short period of time, and how other manufacturers of highly engineered, low-volume products can follow their lead using the Lean Transformation Framework.
Lean + Circular Principals = a New True North for Manufacturer
SunPower’s lean journey resembled most others until it defined a new mission, a new True North by combining lean principals with those of the “circular economy” to launch what it is calling a CLean Transformation.
Sustain Your Lean Business System with a “Golden Triangle” After a medical device maker took a hit to margins to fight off global competition, it rebuilt them by lifting its lean operating system to a higher level and keeping it there with a “golden triangle” of sustainability.
Followup Story:
Manufacturing Balancing Act: Pull Versus ERP
In this follow-up to “Sustain Your Lean Business System with a ‘Golden Triangle,’” a case study about Phase 2 Medical Manufacturing, the company needs warehouse space to keep pace with sales growth spurred by the lean transformation. Instead, it expands a pull system by connecting the plan-for-every-part database that underpins one-piece flow production with ERP, typically associated with big batch production.
Cultivating a Lean Problem-Solving Culture at O.C. Tanner If you are in the “appreciation business”, you have to live it in your own workplace. For O.C. Tanner that meant a lean transformation had to show the company appreciated and wanted people’s problem-solving ideas. Here’s a report on that effort, including what worked and what didn’t.
Lean Partnership with Dealer Network Helps Vermeer Reduce End-to-End Inventory on Top Sellers
A lean transformation had taken heavy-equipment manufacturer Vermeer away from batch manufacturing, but batch ordering by dealers was delaying how quickly they got equipment like brush chippers. Learn how it began converting its domestic industrial-line distribution network to lean replenishment, improving service to end customers and improving cash flow for Vermeer and its dealers.
Herman Miller’s Experiment in Excellence At Herman Miller, the lean management effort helps it build problem solvers as well as world-class office furniture. And as this case study shows, lean practices also helped it weather a brutal recession.
Build Your “House” of Production on a Stable Foundation Rigorous problem solving creates basic stability in a machining intensive facility.
A Journey to Value Streams: Reorganizing Into Five Groups Drives Lean Improvements and Customer Responsiveness An approach to creating a value -stream culture centered on autonomy, entrepreneurialism, and lean principles.
Change in Implementation Approach Opens the Door at EMCO to Greater Gains in Less Time A relatively quick, intensive project accelerates the rate of improvement and creates a showcase facility for spreading lean concepts.
Creating the Course and Tools for a Lean Accounting System A lean accounting implementation fills the frustrating disconnect between shop-floor improvements and financial statements.
For Athletic Shoe Company, the Soul of Lean Management Is Problem Solving After taking a lean tools approach to change, management re-organized the transformation around problem solving and process improvement to create a culture that engaged people while boosting performance.
Knife Company Hones Competitiveness by Bucking the Status Quo An iconic family-owned company turns to lean manufacturing to reduce costs by at least 30% to keep its U.S. operations open.
Lean Transformation Lives and Dies with Tools and Dies After a failed first try at just-in-time production , a company transforms tool maintenance, design, and fabrication to create a solid foundation for a second attempt.
Seasoned Lean Effort Avoids “Flavor-of-the-Month” Pitfall A look at how one company’s approach to what new tools it introduced, in what order, and how it prevented each new technique from being viewed as a “flavor of the month” fad.
Shifting to Value-Stream Managers: a Shop-Floor Revolution Leads to a Revolution in Plant Organization
Two years into a lean transformation, the low-hanging fruit has been plucked and progress has started to slow. Read how a Thomas & Betts plant recharged the transformation and reached higher levels of performance by using value-stream managers to span functional walls.
Using Plan-Do-Check-Act as a Strategy and Tactic for Helping Suppliers Improve
At Medtronic’s Neuromodulation business unit, the plan-do-check-act cycle is used on a strategic level to guide overall strategy for selecting and developing key suppliers as well as on a tactical level for guiding lean transformations at supplier facilities.
back to top
Logistics, Supply Chain, and Warehousing How a Retailer’s Distribution Center Exemplifies the Lean Precept “Respect for People,” and Reaps the Benefits
To make sure training engaged and resonated with people after previous attempts at a lean transformation faltered, LifeWay matched lean management tools and principles to its Bible-based culture and language.
Lean management case study series: Lean in Distribution: Go to Where the Action Is!
Starting with daily management walkabouts and standard work , this distributor had laid the groundwork for steady gains for years to come, just two years after its first kaizen workshop .
Putting Lean Principles in the Warehouse
Executives at Menlo Worldwide Logistics saw an opportunity to leapfrog the competition by embracing lean in its outsourced warehousing and receiving operations.
Lean Thinking Therapy Spreads Beyond the Shop
A company expands the lean transformation from the shop floor to international distribution, domestic shipping, and product development.
Sell One, Buy One, Make One: Transforming from Conventional to Lean Distribution
Large inventories to cover fluctuations in demand once characterized Toyota’s service parts distribution system — but no more. Here’s how one DC made the switch.
Material Handling
Following Four Steps to a Lean Material-Handling System Leads to a Leap in Performance
Creating the critical Plan for Every Part was one step in a methodical four-step implementation process to replace a traditional material-handling system.
Low-volume, High-mix Manufacturing; Tool and Die
The Backbone of Lean in the Back Shops
Sikorsky managers apply the lean concept of “every part, every interval” (EPEI) to level the mix in demand and create flow through a key manufacturing cell .
Landscape Forms Cultivates Lean to Fuel Growth Goals
With single-item orders 80% of the time, a low-volume, high-mix manufacturer decided single-piece flow cells were the best way decided the best way to add new products without having to constantly reconfigure production.
Lean Transformation Lives and Dies with Tools and Dies
After a failed first try at just-in-time production, a company transforms tool maintenance, design, and fabrication to create a solid foundation for a second attempt.
Canada Post Puts Its Stamp on a Lean Transformation
The “ inventory ” of mail already is paid for, so moving it faster doesn’t improve cash flow as in lean manufacturing. But Canada Post discovered that traditional batch-and-queue postal operations could benefit from lean principles.
Lean Thinking in Government: The State of Iowa
This story examines a kaizen event at a veterans home and more broadly at the lean effort in Iowa government.
Lean Thinking Helps City of Chula Vista with Budget Crunch
Goodrich Aerostructures’ Chula Vista plant introduces city government to lean thinking and practices so in order to maintain municipal services without resorting to further cuts in the workforce.
Using Lean Thinking to Reinvent City Government
Grand Rapids, MI, turns to lean principles to consolidate operations, eliminate wasted time and effort, and streamline to improve productivity while providing the quality of service that residents want.
Transforming Healthcare: What Matters Most? How the Cleveland Clinic Is Cultivating a Problem-Solving Mindset and Building a Culture of Improvement
The Cleveland Clinic reinvents its continuous improvement program to instill a problem-solving mindset and the skillset to solve everyday problems among the clinic’s thousands of caregivers.
View from the Hospital Floor: How to Build a Culture of Improvement One Unit at a Time
In order to do more and improve faster, the Cleveland Clinic is rolling out a methodology for building a “culture of improvement” across the 48,000-employee hospital system as this followup to the above story shows. Here’s how it works according to the people making the changes.
Dentist Drills Down to the Root Causes of Office Waste
Dentistry is a job shop that Dr. Sami Bahri is out to improve fundamentally for the benefit of patients through the application of lean principles.
Lean management case study series: Pediatric Hospital in Tough Market Pegs Growth to Lean Process Improvement
Lean improvement projects at Akron Children’s Hospital have saved millions of dollars, increased utilization of expensive assets, and reduced wait times for patients and their families.
Lean Design and Construction Project an Extension of Lean Commitment at Akron Children’s Hospital
Input from nurses, doctors, therapists, technicians, and patient parents heavily influenced design decisions..
“Pulling” Lean Through a Hospital
A thoughtful rollout of lean principles in the ER and eye-opening results created a “pull” for lean from other departments.
Best in Healthcare Getting Better with Lean
Mayo Clinic, Rochester, MN, stresses to doctors that the lean effort is aimed not at changing the moment of care, the touch moment between doctor and patient, but the 95% of the time when the patient is not in the doctor’s office
Fighting Cancer with Linear Accelerators and Accelerated Processes
Cross-functional team design and implement a lean process to dramatically increase the number of patients with brain and bone metastases receiving consultation, simulation, and first treatment on the same day without workarounds or expediting.
Massachusetts General Looks to Lean
A proton therapy treatment center, for many adults and children the best hope of beating cancer, applies lean principles to increase capacity.
New Facility, New Flow, and New Levels of Patient Care: The wait is over for patients at the Clearview Cancer Institute in Alabama
Physicians and staff have tirelessly reengineer processes and patient flow to eliminate as much waiting and waste as possible.
The Anatomy of Innovation
At a hospital in Pittsburgh, the emerging vision for the “hospital of the future” is described as giving the right patient, the right care, at the right time, in the right way, all the time.
Creating the Course and Tools for a Lean Accounting System
A lean accounting implementation fills the frustrating disconnect between shop-floor improvements and the financial statement.
Knife Company Hones Competitiveness by Bucking the Status Quo
An iconic family-owned company turns to lean manufacturing to reduce costs by at least 30% to keep its U.S. operations open.
Office and Service Processes
The “inventory” of mail already is paid for, so moving it faster doesn’t improve cash flow as in lean manufacturing. But Canada Post discovered that traditional batch-and-queue postal operations could benefit from lean principles.
Lean Landscapers
At an Atlanta landscaping company, lean practices are making inroads into a service industry in unusual yet fundamental ways.
LSG Sky Chefs Caters to New Market Realities
Business at airline caterer LSG Sky Chefs dropped 30% when airlines cut flights after the terrorist attacks on September 11, 2001. Sky Chefs responded with a rapid launch of a lean initiative.
leveraging Lean to Get the Oil Out
Aera Energy LLC, a California oil and gas company, relies on lean principles to improve key processes, including drilling new wells, repairing existing ones, and maximizing the number of barrels of crude pumped each day.
Columbus Public Schools Use Process Thinking to Improve Academic Achievement.
Columbus, OH, public schools, experiment with lean tools and process thinking to remove wasteful activities that don’t help them help students learn.
Lean Inroads into Alabama Academia
How the University of Alabama in Huntsville integrated lean concepts throughout its industrial engineering curriculum.
Linking Lean Thinking to the Classroom
Value-stream mapping is one of many activities included in the Ford Partnership for Advanced Studies (Ford PAS), an academic program designed to link high-school classroom learning to the skills needed in college and business.
Build Your “House” of Production on a Stable Foundation
Rigorous problem solving creates basic stability in a machining intensive facility.
For Athletic Shoe Company, the Soul of Lean Management Is Problem Solving
After talking a lean tools approach to change, management re-organized the transformation around problem solving and process improvement to create a culture that engaged people while boosting performance.
Toothbrush Plant Reverses Decay in Competitiveness
The rapid introduction of a lean system, beginning with just-in-time production and pull, helps a highly automated Midwest plant fight off overseas competition by reducing lead times and inventory while augmenting the plant’s advantage in service.
A Journey to Value Streams: Reorganizing Into Five Groups Drives Lean Improvements and Customer Responsiveness
An approach to creating a value-stream culture centered on autonomy, entrepreneurialism, and lean principles.
Making Lean Leaders — Ariens internship program develops lean and leadership skills
Besides making snow-blowers, mowers, and string trimmers, Ariens Co., of Brillion, WI, makes lean leaders.
Starting with daily management walkabouts and standard work, this 84-year-old, family-owned distributor laid the groundwork for steady gains for years to come, just two years after its first kaizen workshop.
Sustain Your Lean Business System with a “Golden Triangle”
After a medical device maker took a hit to margins to fight off global competition, it rebuilt them by lifting its lean operating system to a higher level and keeping it there with a “golden triangle” of sustainability. You’ll recognize two elements of the triangle right away: visual control and standardized work . The third, accountability management or a kamishibai system, is probably less well known but just as critical.
Cultivating a Lean Problem-Solving Culture at O.C. Tanner
If you are in the “appreciation business”, you have to live it in your own workplace. For O.C. Tanner that meant a lean transformation had to show the company appreciated and wanted people’s problem-solving ideas. Here’s a report on that effort, including what worked and what didn’t.
Lean Thinking in Aircraft Repair and Maintenance Takes Wing at FedEx Express
A major check that used to take 32,715 man-hours was cut to 21,535 hours in six months. That translated into a $2 million savings, which dovetailed with the company’s emphasis on reducing costs during the recession.
Construction
Input from nurses, doctors, therapists, technicians, and patient parents heavily influenced design decisions—from incorporating emergency room hallways that protect the privacy of abused children to the number of electrical outlets in each neonatal intensive care room.
Virtual Lean Learning Experience (VLX)
A continuing education service offering the latest in lean leadership and management.
Written by:

About Chet Marchwinski
Chet has been a humble, unwashed scribe of the lean continuous improvement movement since books by Taiichi Ohno and Shigeo Shingo first hit North America in the 1980s. At LEI, he contributes to content creation, marketing, public relations, and social media. Previously, he also wrote case studies on lean management implementations in…
Leave a Comment Cancel reply
Your email address will not be published. Required fields are marked *
Save my name, email, and website in this browser for the next time I comment.
Be the first to learn of new learning opportunities and the latest practical, actionable information. Subscribe to an LEI newsletter.
Join us on social, privacy overview.
MACHINEMETRICS BLOG
Machine vs. production monitoring: the road to production..., 2024 product releases: an inside look, introducing batch connect machines, introducing condition monitoring workflows.
Ready to empower your shop floor?
- MachineMetrics
- Product Updates
- Data Science
- Lean Manufacturing
Machine Monitoring

IoT in Manufacturing: Top Use Cases and Case Studies
Updated May 17, 2021

Within this article, we’ll be discussing practical IoT applications in manufacturing and use cases of industrial IoT technology in manufacturing
What is IoT?
What is iiot, the benefits of iot in manufacturing.
IoT represents a digital transformation in manufacturing processes and business operations. Using it alongside an advanced machine data platform can be transformational. And there are many benefits of IoT in manufacturing:
Process Optimization
Inventory Management
Predictive Maintenance
IoT in Manufacturing Use Cases [+Case Studies]
Remote monitoring.
Learn more about remote monitoring for machine builders and OEMs.

Supply Chain Management and Optimization
- Real-time tracking of assets and products
- Automation of warehouse tasks
- Digitized paperwork management
- Forecasting accuracy improvement
- Greater control of inventory
Digital Twins

Real-Time Machine Monitoring
Production visibility.

Integrating Systems
Compiling kpis.

Asset Utilization

Difficulties of Adopting IoT in Manufactur ing
1. large investments are required and the roi is questionable, 2. concerns about data security, 3. employees who aren’t qualified, 4. integration with operational technology and older systems, how to use iot and machine data for remote operations, boosting your operational efficiency with iiot, subscribe to our mailing list, related posts, read the latest.

Lists by Topic
- MachineMetrics (382)
- Lean Manufacturing (72)
- Industry 4.0 (50)
- Manufacturing data (23)
- Manufacturing News (20)
- Data Science (15)
- data collection (14)
- Product Updates (12)
- Machine Monitoring (10)
- manufacturing analytics (10)
- Connected Factory (9)
- Smart Manufacturing (9)
- industrial iot (9)
- CNC Machines (8)
- Productivity (8)
- Downtime (7)
- Industrial Automation (7)
- Tool Monitoring (7)
- Big Data (6)
- Data Visualisation (5)
- Edge Computing (5)
- Maintenance (5)
- Process Optimization (5)
- Shop Floor (5)
- digital manufacturing (5)
- Automotive (4)
- Machine Learning (4)
- Quality Assurance (4)
- Aerospace and Defense (3)
- Contract Manufacturing (3)
- Data Cleaning (3)
- Death of MES (3)
- Heavy Machinery Manufacturing (3)
- MES software (3)
- Medical Device Manufacturing (3)
- OEE Software (3)
- Oil and Gas Manufacturing (3)
- capacity (3)
- continuous improvement (3)
- inustrial IOT (3)
- preventative maintenance (3)
- security (3)
- 8 wastes (2)
- Condition Monitoring (2)
- Dashboards (2)
- Internet of things (2)
- Production Monitoring (2)
- Strategic Partnerships (2)
- management (2)
- press release (2)
- real-time analytics (2)
- Digital Transformation (1)
- Downtime Categorization (1)
- FANUC FOCAS (1)
- Line Balancing (1)
- Machine Tool Distributors (1)
- Machinery (1)
- Manufacturing Innovation (1)
- Production Scheduling (1)
- Quality Control (1)
- Supply Chain (1)
- Turnkey contracts (1)
- coaching (1)
- elon musk (1)
- employee engagement (1)
- link roundup (1)
- manufacturing (1)
- manufacturing software (1)
- networks (1)
- release notes (1)
844-822-0664
Easthampton Office
116 Pleasant St, Suite 332, Easthampton, MA 01027
Edge Platform
Cloud Platform
APIs & Applications
Production Monitoring
Condition Monitoring
For Machine Builders and Distributors
For Developers
Aerospace & Defense
Contract Manufacturers
Heavy Machinery
Medical devices
Oil & Gas
Precision Metalworking
ERP Integration
Metal Stamping & Fabrication
Tool, Die & Mold CNC
ROI Calculator
Waste Calculator
Connectivity Hub
Partner Program
Privacy Policy
Data Processing Addendum
Service Level Agreement
Website Terms
How to Overcome the Challenges of Creating Manufacturing Case Studies

Why are manufacturing case studies so important?
Well, the industrial buying trends have been pointing in this direction for years: You would be wise to have customer-centric copy on your website for when prospects visit to do their research. But the pace of the digital content revolution has surpassed even what some of us in the business have expected.
The typical B2B buying process now involves six to 10 decision-makers, according to Gartner. Each person is independently scouring online for five to six content pieces to bring to the table.
And what do these prospects want to see? High on that list will be how your product, service, or solution has worked for others. Which brings us to the topic on hand: manufacturing case studies. Why don’t we see more of these in the industrial marketing ecosystem?
In the latest edition of the Industrial Marketer podcast, co-hosts Joey and Nels discuss how case studies and success stories are under-utilized and under-appreciated as a content marketing tool.
What Is a Manufacturing Case Study?
Many marketing terms have lost their original meaning and been diluted in application.
A white paper, for example, has its origins in government and academia as an in depth report on policy or research findings. Now the term “white paper” signals little more than promotional information about technical features or how a product or service functions as a solution.
The “case study” originated in clinical medicine, but it became more synonymous with business when graduate business schools began digging into why things worked, or why they didn’t work. A traditional case study drafted for manufacturing marketing purposes includes:
- Background
The power of a case study is in the outcome, with key statistics or metrics that demonstrate the real-world proof of your solution in the marketplace. And therein lies the rub.
Hurdles — Real & Imagined — to Producing Case Studies
In recent memory, it certainly feels like the manufacturing community has increased the number of hurdles to doing case studies and raised the height of those hurdles. Ask your clients for information to do a manufacturing case study and you are likely to hear objections around:
- Proprietary information – This includes trade secrets about products and materials but also who is doing work for whom. Many manufacturers will tell you the less competitors know the better.
- Performance metrics – Clients are hesitant to share financial information about anything, but many are now hesitant to share information about cycle times, error rates or anything related to production.
- Contact terms with that client – The belief is that if a client knows the details of how much your innovation has reduced cycle times and increased your margin, they will use that information against you in the next negotiation.
The results have meant a near death knell for the traditional manufacturing case study. Nowadays, instead of a metric-filled recap that could be a digital marketer’s dream content, what we see are vague references to saving time and money for an entity in a large industrial sector.
So, what are industrial marketers to do if they want to create manufacturing case studies that will land with their target audiences?
Reframe Case Studies as Success Stories
For practical purposes, what we really are talking about in industrial marketing circles when we say “case studies” is offering real-world proof of success with your solution. We are talking about success stories and even testimonials.
In lieu of a traditional case study full-combo platter of company name, solution and real metrics, industrial marketers should be creative about telling success stories in any way they can. Find ways to get your clients to say yes to bragging on their successes. For example, you can reduce the format to be framed around two key categories: the challenge and the solution.
Here is a great way to frame the challenge: “Our (industry) customer challenged us with designing and manufacturing a (application) to achieve (objective).” This approach can be replicated for many situations. Be specific about what you are being asked to do. That’s what is important to prospects. Play to your strengths. Use examples that you know will resonate with your ideal customers.
For solutions, be clear about what you were able to accomplish. You can describe specs or dimensions or materials without giving away trade secrets. In the end, you might not be able to say much more regarding results than, “All design specifications were met.” But even that can be a powerful statement to a prospect. You were asked to help a client do something, and you did. If you can’t go into details about the results, go into details about how you met the challenge.
Leverage Customer Testimonials
Don’t underestimate the power of a customer testimonial, especially in video format. Work with your customer to get the most possible value from a testimonial. Listen to what they want to say, and encourage them to address the areas that are important to you. Maybe you develop a script for them.
A testimonial is like a reference. Get a range of testimonials, from new customers to your most loyal. Map out a list of possible testimonials — e.g., one customer might be able to address how you improved their cycle time. Another customer might talk about how you helped with quality. Maybe you solved a vexing issue for a new customer.
A group of testimonials can tell a powerful story. And you also could be sitting on a gold mine of nuggets that you could sprinkle throughout your website in FAQs, on product pages, and on the main page each industry you serve. Don’t forget: More people than ever are researching your products and services. In the absence of traditional manufacturing case studies, success stories and testimonials can help get them farther along the buying journey.
Listen to the Podcast for More on Manufacturing Case Studies
For more insights into how to implement a CRM in a way that will help you drive growth, tune into Episode 28 of the Industrial Marketer podcast.
Subscribe to the Industrial Marketer Podcast
The Industrial Marketer podcast comes out twice a month. To subscribe, visit our Buzzsprout show page and select your podcast platform of choice.
And if you have any ideas for topics you’d like us to cover on the podcast — or here on the Industrial Marketer website — send us a message on Facebook or Twitter and let us know!
Tags: content marketing , content strategy , Industrial Marketing Podcast

About the Author

Nels Jensen is a veteran B2B journalist, Senior Content Creator at INDUSTRIAL , and co-host of the Industrial Marketer podcast. His early career was in sports. He says business is a lot like sports; people keep score and there are winners and losers.
TUNE IN TO THE PODCAST
Fellow industrial marketers.
- B2B Marketing Insider
- Industrial Marketing Today
- Manufacturing Innovation Blog
- Marketing Maven
- The Thomas Blog

Popular Articles
- The Key Elements of Workforce Recruitment Messaging
- How to Get Started With B2B Marketing Webinars
- 3 Ways to Improve Your Manufacturing Audience Targeting
- How Manufacturers Can Experiment with AI Marketing
SCM Case Studies With Examples
What is an scm case study.
- Procurement

- Product lifecycle management (PLM)
- Inventory management
- Demand planning
- Order management
- Warehousing
- Transportation
- Customer service
What’s Included in SCM Case Studies?
- Client profile —company type, industry, and a brief history and description of the company
- The situation —the circumstances that initially caused the company to become interested in a new SCM solution
- The challenges —the problems and issues the company was facing that an SCM solution could solve
- The process —the heart of the case study, as it shows how the SCM vendor, reseller, or service provider—or TEC—performed its services in a way that met or exceeded the client’s goals and expectations
- The results —the benefits to the client at the end of the day
- Vendor/service provider profile —brief description of the vendor, reseller, or service provider—or TEC—including contact information
The Benefits of an SCM Case Study in the Selection Process
Because modern SCM software is generally quite complex, it can be difficult for companies to determine which SCM solution is the right one for their needs. Fortunately, there is a lot of documentation and research that companies can reference to assist them. As a category, SCM case studies can be of particular value because they describe how other companies overcame challenges inherent in the SCM software selection process. In the best case, organizations, such as manufacturing and distribution companies, can find SCM case studies that feature companies like theirs with similar needs and circumstances.
How TEC's SCM Case Studies Can Help You Find the Best-Fit SCM Software
TEC is a software service provider; we are not a vendor or reseller. As an industry-leading software advisory firm, we focus on three areas that are of critical importance to our clients:
- evaluation and selection
- implementation oversight
- vendor/reseller contract negotiations
TEC case studies show how our advisory services helped companies of varying types, sizes, and industries succeed in all three areas.
TEC’s SCM Software Selection Process
Selecting enterprise software presents some significant issues. The complexity of today’s enterprise software can be a challenge for companies that lack the appropriate in-house expertise. Most companies are unused to cataloging their processes and goals and then matching them to software features and functions. And while vendors sell software every day, companies seldom make a software purchase, giving vendors a built-in advantage when it comes to contract negotiations. Finally, software implementation is a specialty of its own, requiring specific expertise and oversight in this process. As you can see right below, TEC’s software selection process provides assistance in all these areas with a proven methodology developed over hundreds of successful selection projects and implementations.
- Assess : Assess the client’s business processes and goals, gaps in key processes, and discover their functional requirements
- Review : Review SCM solutions and vendor capabilities to meet the client’s business needs
- Identify : Identify the shortlist of SCM vendors and their partner(s)
- Demonstration : Assess SCM solution demonstrations scripted to the client’s business processes
- Proposal : Create and distribute SCM request for proposal (RFP) to vendors to clarify deliverables and project total cost of ownership (TCO)
- Reference : Evaluate SCM vendor and their partner(s) through reference checks from real-world clients on previous projects
- Contract : Perform contract review and price negotiations on behalf of the client for cost savings
- Implementation : Perform oversight and monitor the implementation of the SCM application(s) to enable successful transformation and business growth
TEC’s proven methodology is backed by our decision support software TECAdvisor , ensuring that every software selection decision is driven by data and is an impartial evaluation of the current enterprise software market.
Learn More with Our Free Library of SCM Case Studies
Refine results.
- Enterprise Resource Planning (ERP) 536
- Discrete Manufacturing ERP 127
- Process Manufacturing ERP 122
- Mixed-Mode ERP 112
- ERP for Small Manufacturing Business 100
- Distribution ERP 83
- ERP for Service Industry 35
- ERP for Small Business 33
- Engineer-to-Order (ETO) 121
- Supply Chain & Logistics 299
- Supply Chain Management (SCM) 158
- Inventory Management 87
- Manufacturing Execution Systems (MES) 57
- Merchandising Software 18
- Supply Relationship Management (SRM) 29
- Transportation Management Systems (TMS) 25
- Demand Management Software 27
- RFID Software 5
- Warehouse Management Systems (WMS) 97
- Business Intelligence & Data Analytics 247
- Spreadsheet 1
- Business Process Management (BPM) 100
- Enterprise Performance Management 60
- Business Intelligence (BI) and Data Management 181
- Customer Relationship Management & Support 219
- Call Center 6
- Event Management 1
- Proposal Management 10
- Contract Management 2
- Sales Force Automation Software 21
- Customer Relationship Management (CRM) 185
- Field Service Management (FSM) 80
- Configure Price Quote (CPQ) 33
- Benefits Administration 12
- Compensation Management 6
- Human Resources 24
- Performance Management 14
- Time & Attendance 11
- Workforce Management 15
- Learning Management Systems (LMS) 75
- Talent Acquisition Software 14
- Talent Management Systems 43
- Human Capital Management (HCM) 83
- Financial 130
- Billing & Invoicing 17
- Point of Sale (POS) 2
- Accounting and Financial Software 85
- Asset Management 122
- Facility Management 6
- Computerized Maintenance Management System 109
- Asset Management (EAM) 97
- Product Lifecycle Management (PLM) 115
- Process PLM 15
- Discrete PLM 16
- Regulatory and Compliance PLM 26
- Fashion PLM 22
- Retail PLM 48
- Information & Document Management 69
- Document Management Systems (DMS) 58
- Enterprise Content Management (ECM) 52
- Content Management System (CMS) 17
- IT & IT Security 57
- Help Desk 6
- Virtual Private Network (VPN) 1
- Remote Access 3
- Network Security 16
- E-commerce 31
- Web Content Management (WCM) 6
- Communication & Collaboration 31
- Collaboration 2
- Project Management 8
- Project and Process Management (PPM) 23
- Marketing 23
- Marketing Automation 23
- Design/Creative 9
- Computer-Aided Design (CAD) 9
- Industry-Specific 3
- Property Management 3
- Manufacturing 41
- Wholesale and Retail Trade 21
- Food and Beverage Products 8
- Chemical Products 5
- Pharmaceutical and Botanical Products 4
- Transportation 4
- Construction 3
- Motor Vehicles and Other Transport Equipment 3
- Agriculture and Forestry 2
- Health Care and Social Work 2
- Hotels and Restaurants 2
- Life and Natural Sciences 2
- Mining & Quarrying 2
- Public Administration and Defense 2
- Publishing and Media 2
- Telecommunications 2
- Warehousing 2
- Electronics and High-tech Components 1
- Industry Independent 1
- Insurance 1
- Recreational, Cultural, and Sporting Activities 1
Publication Types
- Blog Posts 1,216
- White Papers 772
- Case Studies 158
- Industry Reports 65
- Brochures 41
- Software Reviews 40
- Buyer's Guides 14
- Datasheets 14
- Accreditation Reports 6
- Plex Systems 9
- Pronto Software 7
- Synergy Resources 6
- Technology Evaluation Centers 6
- Demand Management Inc. 5
- Microsoft 5
- Blue Yonder 4
- AFS Technologies, Inc. 3
- Bamboo Rose 3
- MSM Solutions 3
- AppFinity Software Corp. 2
- Cadre Technologies, Inc 2
- Cameleon Software 2
- Chiron Technologies, Inc. 2
- Dassault Systèmes 2
- Habanero Consulting Group 2
- LOGO Business Solutions 2
- NGC (New Generation Computing) 2
- Nucleus Research 2
- Waer Systems Limited 2
- Arena Solutions (a PTC Business) 1
- Know the option you’re looking for? Type in the search field.

Top Publications

How to Write a Great Manufacturing Case Study
Case studies provide your manufacturing company an incredible opportunity to showcase your expertise, product value, and customer service. While testimonials are great, case studies go a step above by highlighting a customer story from start to finish. Continue reading to learn some key tips to make your case studies stand out and resonate with your prospects.
- Write About Your Most Relatable Customer Story
Do you have a clear understanding of who your ideal prospects are? Check out our blog Why Developing Buyer Personas is Invaluable for Manufacturers to get a crystal clear vision of the ideal prospects you’d like to close as customers. When your prospects read your case studies, the goal is to have them resonate with the story.
To do this, we suggest highlighting an industry-specific need the customer had and explain how your product or service was the solution. Ultimately, you want your ideal prospects to read the case study and say ‘I have that same problem’ or ‘If they helped XYZ Company, they must be a trusted industry supplier.’
Media Appointments That Are Out of This World – Case Study, Fabrisonic LLC.
- Don’t Cut Out the Details
Unlike a testimonial, a case study is meant to be in a long format. An excellent case study really allows your audience to get to know your customer, understand your company’s relationship with them, and fully explains in detail your work together.
Make sure in your case study that you explain the challenge your customer had and how you helped them with their unique goals and challenges. If you and the customer went back and forth with a few design iterations before landing on the final part design, don’t cut that out. Allow your readers to see the full picture and understand all that went into the project. Need help writing content? Our experienced writers are available to help.
- Legitimize the Story with Metrics and Visuals
To have an effective case study that your prospects will read and engage with your company, it is essential to include metrics to legitimize your story. Did you create a product in record time? Include in the story how much quicker you got your solution to your customer. Did switching their product manufacturing from another process to your process save them money? Include a quote from your customer talking about cost-savings.
Felber PR rebrands PMI
Include tangible results so your readers have a clear understanding of what you could do for them. When you are done writing your story (and it’s been approved by your customer to go live), don’t forget to add customer-approved high-resolution visuals or videos. Photos, infographics, and videos are a phenomenal way to enhance your story and get your message across to prospects.
Are you saying to yourself, this is great but I’ll never be able to get my customers to participate in case studies, don’t fret. Check out our blog, How to Convince Your Stubborn Manufacturing Customers to Participate in Case Studies for our tried and true tips to get them to say yes!
Leave a Reply
Leave a reply cancel reply.
You must be logged in to post a comment.
Felber PR & Marketing 8963 Darrow Rd Twinsburg, Ohio 44087-2109 Phone: 330.963.3664
Lean Six Sigma for the improvement of company processes: the Schnell S.p.A. case study
The TQM Journal
ISSN : 1754-2731
Article publication date: 15 October 2021
Issue publication date: 17 December 2021
The aim of this study is to develop an in-depth case study on the implementation on Lean six sigma (LSS) in Schnell S.p.A., Italian company leader of an important multinational industrial group, highlighting the benefits that can be achieved from a careful application of this method, the main challenges and organizational learning from its implementation.
Design/methodology/approach
The study has been developed with a qualitative approach, creating a single in-depth case study, with the participant observation of researchers in the project which lasted 4 months. Periodic weekly meetings were done with the working group to exchange feedback on the development of the project to share opinions and data.
A project has been developed to stabilize the procurement process of a pull-type production cell, which experienced delays in supply lead times. The causes of the problems in their process of managing the supply of the production cell were found and some inefficiencies in the internal process of fulfillment of supply orders have been intercepted, the optimization of which has allowed the generation of an automatic system for sending supply orders, coming directly from the production line.
Originality/value
This study described the path and dynamics of the transformation process that business organizations undertake for optimizing their profitability and competitive advantage, placing emphasis on an innovative methodology for conducting business process improvement projects, which constitutes its operating philosophy on the effective and efficient use of company resources and skills, to guarantee to the company the achievement of a lasting and defensible competitive advantage over time.
- Lean thinking
- Lean production
- Quality management
- Continuous improvement
Murmura, F. , Bravi, L. , Musso, F. and Mosciszko, A. (2021), "Lean Six Sigma for the improvement of company processes: the Schnell S.p.A. case study", The TQM Journal , Vol. 33 No. 7, pp. 351-376. https://doi.org/10.1108/TQM-06-2021-0196
Emerald Publishing Limited
Copyright © 2021, Federica Murmura, Laura Bravi, Fabio Musso and Aleksandra Mosciszko
Published by Emerald Publishing Limited. This article is published under the Creative Commons Attribution (CC BY 4.0) licence. Anyone may reproduce, distribute, translate and create derivative works of this article (for both commercial and non-commercial purposes), subject to full attribution to the original publication and authors. The full terms of this licence may be seen at http://creativecommons.org/licences/by/4.0/legalcode
1. Introduction
The development of an effective quality improvement or continuous improvement strategy is a key factor for long-term success of modern organizations. Over the last decade, Lean Six Sigma (LSS) has become one of the most popular and proven business process improvement methodologies organizations have ever witnessed in the past ( Antony et al. , 2017 ), and it has been accepted globally as a management strategy for achieving Process Excellence ( Gijo et al. , 2019 ).
Lean Six Sigma is a management strategy for improving corporate productivity and profitability, that aim to maximize the Customer satisfaction by reducing constraints which the company organization is subject in terms of activities that do not create value for the Customer. In practice, LSS is an improvement strategy that analyze quantitative data on business performance to identify, eliminate and control problems and inefficiencies related to manufacturing cost, service cost, quality, productivity and customer satisfaction ( Singh and Rathi, 2019 ; Snee, 2010 ) throughout the business processes.
The objectives of quality and efficiency, supported by Lean Six Sigma, are made by DMAIC: a structured method for improving the performance of existing processes ( Sordan et al. , 2020 ), based on the application of the concepts Define, Measure, Analyze, Improve and Control. It provides a standardized guideline for the elaboration of improvement projects and provides different statistical tools and techniques appropriate to each phase of the DMAIC cycle ( Sordan et al. , 2020 ) able to lead to the root causes of business problems and to eliminate the wastes and reduce the variation, thus, ensuring substantial improvement in business processes ( Bhat et al. , 2020 ).
The term LSS was first introduced into literature around 2000 LSS, while LSS teaching was established in 2003 as part of the evolution of Six Sigma ( Timans et al. , 2012 ). Since that time, there has been a noticeable increase in LSS popularity and deployment in the industrial world ( Shah et al. , 2008 ) and researchers had the interest to publish more papers on LSS to try to come up with a comprehensive approach to achieve continuous improvement. However, as suggested by Albliwi et al. (2015) , there are still many gaps that need to be addressed in LSS literature such as benefits, motivation factors, challenges and limitations ( Pepper and Spedding, 2010 ; Laureani and Antony, 2012 ), and there is also a lack of research in the relation between LSS and organizational learning and in recent years a lot of systematic literature reviews on the topic have been published on the topic but only few case studies have been analyzed in the research field to cover this gap.
Therefore, the aim of this study is to cover this gap, by developing an in-depth case study on the implementation on LSS in an Italian company leader of an important multinational industrial group, that is Schnell S.p.A., that constitutes its main research and production center and provides technological, organizational and commercial support for the entire group. Schnell operates in over 150 countries around the world through its 11 subsidiaries, over 50 agents and resellers, and a dense network of service centers.
This research work has the objective of highlighting the benefits that can be achieved from a careful application of LSS method in the company, the main challenges and also organizational learning from LSS implementation, showing its application in details in an important reality like that of Schnell S.p.A.
The paper is structured as follows: Section 2 depicts the theoretical background, describing the merging of Lean Production and Six Sigma and defining the critical success factors of lean six sigma implementation; Section 3 defines the methodology used, Section 4 presents and discusses the results of the case study while the last section draws the main conclusions.
2. Literature review
2.1 the merging of two quality philosophies: lean production and six sigma.
The LSS notion was announced to the world in 2002, when Michael George used it for the first time in the book “Lean Six Sigma: Combining Six Sigma with Lean Speed” ( Sordan et al. , 2020 ; Sreedharan and Raju, 2016 ). He is the founder and Chief Executive Officer of the George Group, one of the largest LSS project consulting firms in the United States.
Although its appearance is quite recent, LSS arise from two complementary but different approaches ( Sordan et al. , 2020 ): Toyota Production System (TPS), a famous organizational orientation developed in Japan, from the 1960s and 1980s, spread with the concept of “Lean Thinking”; and Six Sigma, a technical quality management program, introduced by Motorola Corporation in manufacturing arena in 1987 ( Singh and Rathi, 2019 ).
The synergy between Lean and Six Sigma created a data-driven ( Sreedharan and Raju, 2016 ) and top-down business strategy to improve the quality and productivity of organizations ( Singh and Rathi, 2019 ; Sordan et al. , 2020 ).
When we talk about Lean Thinking, we are talking about a business culture, based on respect, trust and cooperation between employees and oriented by a constant search for perfection that allows to reach the highest quality of products and services offered by the company and consequently to maximize customer satisfaction.
To achieve this goal of perfection and to optimize profits, corporate actions must be aimed at a constant effort to reduce costs and wastes of tangible and intangible resources, by distinguishing valued-added activities from non-value-added activities and eliminating wastes that increases cost without adding value in the eyes of the customer ( Antony et al. , 2017 ; Cudney et al. , 2014 ): activities that are unnecessary and not required for the operations of the business ( Jayaram, 2016 ).
Lean Thinking emphasizes on productivity improvement along with speed to respond to customer needs and create a streamlined, high-quality system that produces finished products at the pace of customer demand with little or no waste ( Lande et al. , 2016 ).
Wastes are called Muda, and they can be defined as real sins that hinder the ideals of perfection. The eight types of waste are defined as transport, inventory, motion, waiting, overproduction, overprocessing, defects and non-utilized skills ( Gijo et al. , 2019 ). To identify and eliminate Muda, Lean strategy brings a set of proven tools and techniques that allow to reduce lead times, inventories, set up times, equipment downtime, scrap, rework and other wastes of the hidden factory ( Lande et al. , 2016 ). Corbett (2011) affirms that while lean focuses on the elimination of waste and improving flow, it has some secondary effects: quality is improved; the product spends less time in the process, thereby reducing the chances of damage and obsolescence.
But we have to remember that the commitment to Lean Thinking must start at the top management level and should be cascaded down to various levels across the organization to improve flow and efficiency of processes ( Antony et al. , 2017 ).
Six Sigma (SS) is a business process improvement and problem-solving approach ( Lande et al. , 2016 ) that seeks to find and eliminate causes of variability, as well as defects or mistakes in business processes, by focusing on process outputs which are critical in the eyes of customers ( Antony et al. , 2017 ). The main objective of Six Sigma is to obtain “zero defect” or, in statistical terms, to reduce defects up to 3.4 parts per million opportunities ( Singh et al. , 2019 ).
To study variability, Six Sigma utilizes a problem-solving methodology to define, measure, analyze, improve and control processes and implement cost-effective solutions leading to significant financial savings ( Singh et al. , 2019 ) not only for manufacture sectors but also remove the defects throughout the corporations ( Singh and Rathi, 2019 ). This methodology is called DMAIC and it emphasizes on variation reduction, defect reduction and process evaluation (the effectiveness issue).
The complementarity between both approaches can be justified when the deficiencies inherent in each of them are observed, acting in isolation ( Sordan et al. , 2020 ). Both had produced tremendous results but had limitations: Lean is not well suited to resolving complex problems that require intensive data analysis, and advanced statistical methods, and, Six Sigma implementation showed how not every problem can be resolved with only a big data collection ( Antony et al. , 2017 ).
Lean does not address variation within a process; rather it addresses variation between end-to-end processes which appears in the form of waste. One of the major limitations of Lean is that it cannot be used to tackle problems related to process stability and capability ( Gijo et al. , 2019 ) and it tends to work best with “solution known” problems, where we realize that we are not operating to best practices, Lean implements them and make rapid improvements with minimal data collection ( Hoerl and Gardner, 2010 ). Six Sigma is most effective when used for improvement projects intended to drive processes towards process entitlement, in situations where the solution to the problem is unknown ( Snee and Hoerl, 2007 ).
As stated by Pepper and Spedding (2010) if lean is implemented without Six Sigma, there is a lack of tools to fully exploit the improvement of its potential. Conversely, if Six Sigma is adopted without lean thinking, there would be a cache of tools for the improvement team to use, but no strategy or framework to bring one's application to a system.
Combining Lean manufacturing principles and Six Sigma tools and techniques enables organizations to form a powerful improvement combination ( Hoerl and Gardner, 2010 ; Lande et al. , 2016 ) that has allowed many organizations to solve more problems quicker ( Antony et al. , 2017 ). It is a successful integration because Lean focuses on improving the flow of information and materials between the steps in the process and Six Sigma works to improve the value-adding transformations which occur with in the process steps ( Antony et al. , 2017 ).
LSS defines an approach, but of course does not dictate the specific progression of the project or dictate the unique mix of tools to be used, which of course needs to be problem specific ( Hoerl and Gardner, 2010 ). The appropriate blend of Lean and Six Sigma tools useful on any one problem therefore depends on the nature of the specific problem being solved ( Antony et al. , 2017 ).
The marriage between these two methodologies provides a more integrated, coherent and holistic approach to continuous improvement ( Pepper and Spedding, 2010 ) and has led to the creation of a breakthrough managerial concept ( Sordan et al. , 2020 ; Chiarini, 2012 ) with the aim to create a new business culture that breaks the link with the traditional way of working in all productive functions. LSS adds a new task to daily working duties: the recovery of operational efficiency through training growth of people, extensive use of data culture and problem-solving methodologies; all activities that simultaneously allow the improvement of quality, the costs and business complexities reduction, the increasing revenue ( Galdino de Freitas and Gomes Costa, 2017 ; Jayaram, 2016 ) and, finally, greater reliability of the services provided to the end customer. The application of LSS methodology results in reduced waste, defects and improve process, which in turn provide high-quality products at minimum cost, and this leads to customer delight, which ultimately raises the societal living standard ( Singh et al. , 2019 ; Jayaram, 2016 ), the well-being of employees and the quality of the work environment (Galdino de Freitas and Gomes Costa, 2017 ).
LSS aims not only to improve financial results through the improvement of company production processes, but it targets to help organizations build an adequate relationship with society, employees and the environment ( Galdino de Freitas and Gomes Costa, 2017 ).
Both Lean and SS require a company to focus on its products and customers and LSS as a part of management strategy to increase the market share and maximize profit ( Lande et al. , 2016 ). It produces benefits in terms of better operational efficiency, cost-effectiveness and higher process quality, because it promotes total employee participation from both top-down and bottom-up as a win-win practice to both management and staff members ( Gijo et al. , 2019 ).
2.2 Critical success factors of lean six sigma implementation
Lean Six Sigma strategy is versatile in nature and has a lot of applications in a variety of industries.
It can be applied in manufacturing as well as non-manufacturing environment ( Singh and Rathi, 2019 ). It has broad applicability in service, healthcare, government, non-profits, education ( Antony et al. , 2017 ) automotive, textile, steel and aerospace industries ( Sordan et al. , 2020 ). Although LSS has its roots in manufacturing, it is proven to be a well-established process excellence methodology in almost every sector despite its size and nature ( Gijo et al. , 2019 ). It is useful in small-and medium-size organizations as well as large organizations ( Antony et al. , 2017 ).
LSS is also suitable for less experienced organizations: Bhat et al. (2020) write about the successful deployment of LSS strategy in an Indian industry with orthodox industrial practices, limited manpower, constrained capital and confined knowledge on scientific improvement practices, and the research proves that even a novice user can effectively participate and implement LSS with proper mentoring to enhance the system.
Regardless of the sector in which the LSS is applied, this shows the spread of LSS in various organizations as one of the best strategies for organizational excellence ( Sreedharan and Raju, 2016 ). But it is important to remember that achieving maximum strategic and management efficiency cannot be based on the replication of principles and models of Lean approach.
Each organization is immersed in different social, cultural and economic conditions. For this reason, lean tools must be sized and customized on business contexts and simultaneously the entire business organization must be adapted to the changes that Lean Six Sigma generates and that it needs to be applied effectively ( Lande et al. , 2016 ; Raval et al. , 2018 ; Singh et al. , 2019 ; Gijo et al. , 2019 ).
These requirements for cultural change are the main critical success factors for LSS ( Sreedharan and Raju, 2016 ).
Critical success factors are the actions and processes that must be controlled by the management ( Lande et al. , 2016 ) during the implementation of a LSS project.
Top management involvement and commitment ( Lande et al. , 2016 ; Gijo et al. , 2019 ). The top management involvement and commitment are essential for successful implementation ( Pepper and Spedding, 2010 ) of any LSS initiative. It must personally support all improvement initiatives and integrate the LSS culture into entire organizations. Its active participation can multiply the positive project effects and make a significant impact at all levels ( Gijo et al. , 2019 ). If the top management will not take initiatives and not show their full involvement it could cause the failure of LSS implementation ( Singh et al. , 2019 ).
Employee involvement, empowerment and training ( Lande et al. , 2016 ; Gijo et al. , 2019 ; Bhat et al. , 2020 ). The cultural growth of internal staff is the heart of LSS programs because it offers necessary tools to create a clear vision of the project, to focus on teamwork and, above all, to fight the resistance to cultural and operational changes ( Singh et al. , 2019 ; Sunder and Antony, 2018 ). Employee training also contributes to gain a high level of internal communication which facilitates the implementation of LSS ( Lande et al. , 2016 ; Singh et al. , 2019 ; Gijo et al. , 2019 ; Bhat et al. , 2020 ). Training is necessary to create a supporting infrastructure (the belt system) and a holistic approach to improvement including area of application and methodology used ( Antony et al. , 2017 ). The belt system includes Master Black Belt, Black Belt, Green Belt, Yellow Belt and depending on the complexity of the problem considered and skills required to solve it, the appropriate Belts are selected ( Gijo et al. , 2019 ) to play the role of leadership and guidance of the project team.
Linking LSS to business strategy and customer satisfaction ( Lande et al. , 2016 ). Improvement projects must be closely linked with maximizing customer satisfaction. Top management defines business objectives and identifies improvement projects capable of guaranteeing greater remuneration in terms of optimizing company productivity and profitability, as well as projects that can be reached using available resources, which do not require high investments and which allow to obtain undisputed results with limited deadlines in a limited period of time. Improper linkage between organizational objective and customer's requirement leads to failure of LSS implementation ( Singh et al. , 2019 ; Singh et al. , 2019 ; Gijo et al. , 2019 ).
3. Methodology
The study is a conceptual development and it has been developed with a qualitative approach, creating a single in-depth case study of Schnell S.p.A. that derives from a Group Purchasing Excellence Project. The case study allowed for examining in depth the implementation of a Lean Six Sigma improvement project for the transformation and simplification of the production process of the Schnell “Alfa” and “Beta” machines with the aim to reduce the delivery times of its products ( Yin, 1994 ). The case study was developed with the participant observation of researchers in the project which lasted 4 months, starting from November 4, 2019 to March 4, 2020. As for the participant observation, the researcher was directly involved in the LSS implementation activities, collaborating with the working group in the figure of the project manager, and facing directly obstacles and problems that emerged during these stages of the same (par. 4.2.1.1 will define the detailed description of the project). Periodic weekly meetings were done with the entire working group to exchange feedback on the development of the project, to share opinions and data. Participant observation activity was triangulated with secondary data, such as company reports and the website, collected during the period of support in the company. Secondary data have been used mostly to describe Schnell history, structure and the services it offers to customers.
Minitab 19 statistical analysis software was used to describe and summarize the data collected during the project and shown in the result section.
4. Results and discussion
4.1 company profile: schnell s.p.a.
Schnell S.p.A. is an Italian company that has been operating for almost 60 years in the manufacturing sector of automatic machines and plants for processing iron for reinforced concrete. It was born in 1962 thanks to the devotion of a group of entrepreneurs, driven by the dream of transforming the tiring and dirty world of iron working, into a modern industry, dedicated to conquering the global market. The company embarks on its own path by offering a first innovative solution that allowed faster binding of the reinforcing bars, flanked by the production of construction site machinery for cutting and bending the bars. The rise in the automatic machinery sector has started with the development of mechanisms for the production of cylindrical cages; however, the real change of course compared to its competitors will take place with the addition of electric servomotors, used, before now, only in fields such as robotics and military industry. Thanks to this type of instrumentation, Schnell machines are characterized by high power, speed, reliability and precision. They guarantee to the customer the achievement of economies of scale and better production techniques due to the high productivity offered, reduced set up times and low maintenance costs. Schnell S.p.A. offers the market a high range of machines and systems that allow a variety of processing of iron for reinforced concrete, including straightening, stirrup bending and shaping machines for bending, shaping and cutting iron in rolls or bars; cage making machines for the formation of cylindrical poles and cages for construction; machines and plants for the production of electrowelded mesh; machines for wire straightening and cold rolling lines; rotor straightening machines for processing steel wires for the industrial sector; machines for the production of prefabricated insulating panels for building construction; software for the management of iron processing centers using Schnell automatic machines. As a result of the high quality of these products, Schnell S.p.A. has managed to win the trust of its customers all over the world, reaching a turnover of over 100 million euros.
The Schnell Group is characterized by a staff of over 700 employees worldwide, and is made up of 5 production plants; 7 centers for installation, sales, spare parts and after-sales services; Schnell Software (Spain), which is a center for the creation and development of software systems for the management and organization of production carried out using Schnell machines and Schnell Home S.r.l., production center of machines for the construction of innovative elements for building construction, called “Concrewall”. Achieving a highly competitive advantage over its competitors in the same sector was possible due to constant investments in research, development and technological innovation of products and processes. Product innovation, since the company is always ready to respond to market needs through the development of a customer-oriented approach, which allows to offer integrated and customized production solutions. Process innovation, since, as stated in the “Integrated Quality Policy” and “Purchasing Excellence Group Program” of Schnell S.p.A., the efforts of the whole company are oriented to create effective methods of managing internal operational processes, with a view to maximizing end customer satisfaction.
As a result of the constant commitment in this direction, at the end of 2007, Schnell S.p.A. managed to obtain the quality system certification according to the ISO 9001 standard, delivered by the prestigious certification body TUV Italy, and renewed in 2019 in compliance with the updates undergone by the standard in September 2015.
The important results obtained in terms of product and process quality was also possible due to the dissemination and application of Lean Manufacturing principles and methodologies.
4.2 The development of the lean six sigma project in Schnell S.p.A
The layout of the cell, the equipment and the production tools have been designed and arranged horizontally following the phases of the process;
The production plans were planned on order, therefore, on the basis of the orders received from its customers, following the production theories with the pull logic;
The manufacturing of the machines was organized in small batches conducted with the one-piece flow system;
The management of the entire procurement process of raw materials and production components has been entrusted to the Kanban system;
The line operators have been trained to complete all manufacturing operations in complete autonomy.
The products supplied with their own identification codes;
Periodicity of reordering;
Minimum order quantity;
Delivery Lead Time (in working days);
Safety Stock Level: quantity of products to be held in the warehouse as a mandatory stock;
Technical specifications of production;
Specifications for packaging and delivery.
For further stabilization of the production process, aimed at increasing product quality, the characterizing element of the In-Lining Line was to reach a Free-Pass quality level. This qualitative incoming methodology has allowed a high reduction in the variability of the external production process, of the components characterized therein, while requiring significant direct and indirect investments by sourcing.
The entire In-Lining apparatus is governed by a vital element for the correct planning of the production phases: the supply Lead Time.
This index represents the time elapsing from the time of issue of the purchase order to the time of actual receipt of the goods. It allows to efficiently plan the supply of production components, and therefore, to define the periods for sending purchase orders.
Lead time of supply;
On-time Delivery (the ratio between the number of orders processed on time and the number of total orders processed, in the period considered).
With a view to Project Management, a work team was set up with the task of studying and analyzing the procurement process of the In-Lining line, and the phases of the Plan-Do-Check-Act (PDCA) and DMAIC approach were followed for the implementation of the project.
4.2.1 “Define” phase
The objective of the first phase of the project was to identify all the aspects necessary to define the process to be improved, therefore, to develop a planning prospectus called Project Charter containing: the representation of the problem detected, the objectives to be achieved, the requirements required from the customer, the inputs and outputs of the process and the metrics necessary to measure it, the enhancement of the current process and possible savings achievable by improving the process, the team members, and finally, the deadlines of the project phases.
4.2.1.1 Project description
Analyzing the lead times of supply of the supplying process of the In-Lining Line, conducted with the Kanban system, it was reported that the most important supplier in terms of quantity, tends not to respect the agreed delivery terms.
Upper specification limit (USL) = LEAD TIME 5 days (working);
Lower specification limit (LSL) = LEAD TIME 2 days (working).
Analyze the deliveries to the line of the last available calendar period, from 01/11/2018 to 31/10/2019;
Perform stratification of the detected deliveries, until the root causes are reached;
Define the initiatives and control charts to ensure the stability of the procurement process over time.
Lead Time of supply;
Defects per Unit – DPU;
Defects Per Million of Opportunity – DPMO;
Sigma Level.
The project team was made up of the members defined in Table 1 .
The implementation of the DMAIC phases was organized through the Gantt Chart ( Figure 1 ), with the aim of a precise subdivision over time of the individual activities to be carried out, while all the information that defines the project was collected in the Project Charter document of Figure 2 .
4.2.1.2 Project risk analysis
During the planning of the project, different potential risks were identified that could affect the smooth running of the project. These were found in relation to different sources from which they could derive (see Table 2 ).
Severity (P): expresses the potential damage that the occurrence of the risk could cause in the implementation of the project;
Occurrence (G): expresses the probability that the risk may occur;
Detection (R): expresses the probability of risk detection once it has occurred.
Each variable was assigned a score from 1 to 5, in which 1 represents an insignificant risk condition and 5 that of extreme risk (only for the Detection variable, the lower the score assigned, the greater the probability of risk detection).
The most critical risks have been identified through the Risk Priority Index – Risk Priority Number (RPN) obtained from formula f.1. f .1 ) RPN = S × O × D
The highest priority was checked for the risks “Inability to use software” and “Insufficient knowledge and skills of members” (see Table 3 ).
4.2.1.3 Process representation
To obtain a macro view of the process, the Supplier Input Process Output Customer (SIPOC) diagram has been developed ( Figure 3 ) which highlights the main elements that make up the activities examined.
4.2.2 “Measure” phase
The second phase was aimed at defining and measuring the progress of the process at the current stage. For a better representation, the flow of activities necessary to replenish the In-Lining line has been outlined through the Flow Chart ( Figure 4 ) which identifies on the left side the operations that add value within the process (AV), while, on the right side, those with non-added value (NAV), therefore considered as waste.
The process was further represented through the Value Stream Mapping technique ( Figure 5 ) which allowed to estimate a total Process Time (P/T) of 11.6202 h (11 h 37 min and 12 s), divided into 11.40417h (11 h 24 min and 15 s) for value-added activities and 2.216 h (12 min and 57 s) for non-value-added activities. Together with downtime and shipping times, the entire process is performed with a maximum total Lead Time (L/T) of 8 days, 8 h, 5 min and 28 s.
4.2.2.1 Data collection
PRODUCT A.1;
PRODUCT A.2;
PRODUCT B.1;
PRODUCT B.2;
PRODUCT C.1;
PRODUCT C.2;
These products are characterized by belonging to similar categories, therefore, with the aim of greater interpretation and a better comparison of data, the population has been grouped into stratified categories with reference to the product group to which they belong, type of production component and final product.
4.2.2.2 Interpretation of data with statistical tools
In the first phase, the graphical summary analysis was performed ( Figure 6 ) showing the results of the Anderson-Darling Normality Test, the descriptive statistics and the confidence intervals for the mean, median and standard deviation of the data population in exam. The graphs show that deliveries are characterized by an average delivery lead time of 9.4324 working days which falls within a range of 70 working days. The recorded variation therefore determines a standard deviation of 14.4877.
Second, from the Anderson-Darling normality test, a p -value <0.005 is obtained: this value demonstrates that the analyzed data derive from a distribution that cannot be approximated to a Gaussian model.
The current result is a consequence of the fact that in the population, in correspondence with the value in the 3rd Quartile of 7 days and Maximum of 74 working days, irregular values can be highlighted, called outliers, which arise from particular causes of a special type, and which therefore prevent a regular data analysis and interpretation, negatively affecting all study results.
It was highlighted that these were four deliveries relating to the same order, made on August 31, 2018, of two components of CATEGORY C, in particular of PRODUCT C.2.
Through a more in-depth investigation, it was possible to observe that the supply agreement was drawn up and confirmed prior to the first delivery of the product in the sample phase. Consequently, the high delivery lead time was justified by the fact that the supplier had to provide totally new products, the production of which had to be studied and adapted to their production processes.
Given the particular situation, to carry out a more meaningful analysis, it was decided not to consider the indicated outliers values, and to run the graphical summary analysis again, this time on a population made up of N = 70 units ( Figure 7 ).
In this case, the standard deviation assumes the value 4.1852, the average delivery Lead Time tends to reduce to the value of 6.1429 working days; however, again it is possible to deduce a p -value < 0.005; therefore, the data derives from a distribution that cannot be approximated to a Gaussian model. It is possible to conclude that the entire process is not under statistical control: the distribution consists of values that cannot be approximated to a Gaussian model, characterized by a supply trend that cannot be predicted over time.
On the basis of these results, it was possible to state that the supplier encountered numerous difficulties in fulfilling supply orders from the In-Lining Line, since the delivery process of the components was characterized by Lead Times that deviate significantly compared to the average lead time recorded (see Figure 8 ).
To express the supplier's performance in terms of Process Sigma, the values of Table 4 were taken into consideration, which summarizes the variables necessary for the calculation of the Defects Per Units (DPU), the Defects Per Opportunity (DPO) and the Defects per Million of opportunity (DPMO) index: (1) DPU = Numerosità difetti rilevata ( D ) Numerosità campione ( U ) (2) DPO = DPU Opportunità di errore ( O ) (3) DPMO = DPO × 1.000.000
The supply of the In-Lining line is characterized by a Sigma Level equal to 1.85, therefore, the current process is carried out with a yield of 63.51%.
4.2.3 “Analyze” phase
Based on the considerations obtained from the measurements made in the Measure phase, in this third stage of the project the team's goal was to intercept the categories of components that found the greatest difficulties in the procurement process.
Considering the high variability of the delivery process, in order to identify priority areas of intervention, the analysis was further processed through the Pareto diagram and, for easier interpretation, it was carried out by stratifying the data on the basis of the single category of belonging (see Figures 9 and 10 ).
It was observed that 39% of deliveries ( Table 5 ), carried out in the period under consideration, were carried out outside the established lead time specifications of 5 working days. The supplier presents the greatest number of critical issues with the fulfillment of orders relating to the GROUP A category, in particular with the fulfillment of PRODUCT A.1 and PRODUCT A.2, and to a lesser extent, with PRODUCT B.1 and PRODUCT B.2.
For the GROUP B category, difficulties were found in the delivery of the PRODUCT C.2 and PRODUCT D components; however, for the latter, the non-conformities found cannot be analyzed, as they are insignificant.
4.2.4 “Improve” phase
In the Improve phase, the purpose of the study activity was to identify the root causes of the problems that the Business Partner identified in the process of fulfilling the supply orders of the In-Lining line, and secondly to identify the paths for improvement to correct the criticalities detected.
4.2.4.1 Root cause analysis
The study was developed by analyzing the temporal trend of orders in the period considered for each PRODUCT category indicated at the end of the Analyze phase. For deliveries with greater difficulty, inquiries were carried out on the dates of issue and actual delivery of supply orders. In this phase, the help offered by the Production Planner of the Production Department who deals with the management of the production planning of the In-Lining cell was of great support. First of all, it was possible to deepen that in the delivery process of PRODUCT A.1 and PRODUCT C.2, in relation to the deliveries of the orders of the week 3/2019 and 2/2019, issued respectively with Lead Time of 23 and 22 working days, the supplier communicated the breakdown of a machinery necessary for the production of the components; therefore, it was not able to respect the contractual specifications. The Lead Time values detected here can be considered as outliers, determined by causes of a special type.
By analyzing PRODUCT A.2, it was possible to ascertain that some phases of the production process of the supplier in question were carried out in outsourcing to external suppliers not regulated by subcontracting contracts and, therefore, without evaluations in terms of lead time. As a result of this type of production management, instabilities in the internal delivery process have been generated.
For some deliveries, the supply lead time has been calculated incorrectly.
The supplier tends not to comply with lead time specifications, especially after prolonged company closure periods and in correspondence with orders processed in short periods.
To identify the root cause of the difficulties highlighted, the Five Why (5Why) method was used, which allowed to identify the cause-and-effect relationships of the problems to be analyzed ( Table 6 ). With the help of this problem finding tool, it was possible to ascertain that for some deliveries examined, the delivery lead time was calculated incorrectly as for orders corresponding to the deliveries themselves, the generation date did not correspond to the date of sending the order to the supplier. The system for sending supply orders for the In-Lining line provides that the verification and approval phase, carried out after the automatic proposal generation phase, takes place manually through the action of the Back Office – Purchase Department operator. In situations of absence of the operator, or late approval of the order, the supplier receives the document on a different date from that of issue.
With reference to the second problem identified, it was analyzed that the Business Partner highlights critical issues in terms of supply lead time, in relation to the fulfillment of orders received following prolonged company closure periods and for those received in short periods.
In the first case, these are deliveries made in the time interval corresponding to the periods of early January, late April and early September: time intervals that follow the periods of company holidays for national holidays.
It was assumed that prior to these company holiday periods, the warehouse safety stock was entirely consumed and not restored with further production of components. Therefore, it was considered that the supplier finds it difficult to ensure the restart of the post–holiday production activity through the forecast of its monthly requirements; therefore, it is unable to prevent the stock breaking of its warehouse.
For the second case, however, the supplier presented difficulties in fulfilling the orders placed in correspondence of short periods. More precisely, an out of specification Lead Time was highlighted in correspondence with the second/third order received in a monthly time interval. Also, for this criticality it has been hypothesized that there may be difficulties in ensuring an efficient planning of production activities and a correct forecast of one's monthly requirements, without incurring stock-outs in one's warehouse.
Activate an automatic system for generating, approving and sending orders to the supplier;
Arrange a meeting with the business partner in order to discuss the critical issues detected in the period studied.
With the aim of preventing further errors in the measurement system of the supply lead time indicator, and therefore overcoming the time gaps recorded between the generation phase and the order sending phase, the information technology (IT) department was entrusted with the task to generate an IT system that can automatically complete the entire process of fulfilling the supply orders coming from the In-Lining line. Considering the utmost importance of this improvement activity, the automatism created was implemented in the process starting from the first week of February 2020.
Check the efficiency of internal production planning;
Verify whether the process of managing the economic lot and purchasing the components creates an imbalance in the company loan;
Check if all the clauses contained in the stipulated subcontracting contract have been effectively understood;
Check if in the production planning phase, the periodicity of reordering of components is taken into consideration.
Lastly, having ascertained the delivery problems encountered when supplying the PRODUCT A.2 component, the Management of the production process of the In-Lining line carried out a strategic Make or Buy analysis. As a result of the evaluation carried out, on 14/11/2019, the subcontracting contract was canceled and the procurement of the components was entrusted to an alternative Business Partner.
4.2.5 “Control” phase
In the last phase of the DMAIC project, some activities were identified and implemented in order to keep under control the improvement activities introduced in the Improve phase.
To verify the operation and validity of the automated system for generating, approving and sending the supply orders of the In-Lining line, the IT department has launched a checkup mechanism with the aim of transmitting to the Purchase Department a daily report on the effective sending of orders created automatically.
Considering, however, the need to investigate the possible difficulties encountered, the meeting with the Business Partner was scheduled for the second week of March.
4.3 Benefits deriving from the implementation of the project
After an accurate analysis of the problem related to the reduction of lead time and its causes, it has emerged that the main concern is that in most cases the supply lead time has been calculated incorrectly, while in others supplier tends not to comply with lead time specifications, mostly after company closure periods and when orders are processed in short periods.
First, the implementation of the project has made the company become fully aware of the inefficiencies present in the delivery process of some of its components, allowing a high reduction in the variability of the external production process of these components. Reducing delivery times has also allowed to better plan the supply of production components, defining the periods for sending purchase orders. An automatic system for managing supplier orders has been activated, and it has permitted to reduce errors during the order creation and management process, having a positive effect on the consolidation of the process under consideration. Moreover, a meeting with suppliers was carried out and it has permitted to discuss and confirm together with the business partners the clauses contained in the subcontracting contract, to better plan the periodicity of reordering of components, but also internally improve the efficiency of production planning. From a quantitative point of view, the benefits will be assessed over the long term, with a careful analysis.
5. Conclusion, implications and future research directions
This study was carried out with the main objective of describing the path and dynamics of the transformation process that business organizations undertake with the aim of optimizing their profitability and competitive advantage following the profound environmental changes to which they are subject to, placing emphasis on an innovative methodology for conducting business process improvement projects, known as Lean Six Sigma, which constitutes its operating philosophy on the effective and efficient use of company resources and skills, to guarantee to the company the achievement of a lasting and defensible competitive advantage over time. Lean Six Sigma has been presented in this research as a methodology for improving business productivity, which operates through the reduction of the constraints and inefficiencies of each production and transactional process, aspiring to the maximum satisfaction of the internal and external customer and is configured as a real strategy, which offers to the human resources an innovative way of thinking and working based on training growth, data culture and the use of problem-solving methodologies that allow the improvement of quality, the reduction of costs and company complexities. In this detailed case study, the DMAIC technique was applied in a project to stabilize the procurement process of a pull-type production cell, which experienced some problems in terms of delays in supply lead times.
Thanks to the analyses carried out and the results obtained with the processing of the DMAIC phases, it was possible to highlight the potential causes of the problems that the business partner could have presented in their process of managing the supply of the production cell. Furthermore, some inefficiencies in the internal process of fulfillment of supply orders have been intercepted, the optimization of which has allowed the generation of an automatic system for sending supply orders, coming directly from the production line; a small tweak that will undoubtedly have a positive effect on the consolidation of the process under consideration, as the purchase department will be able to both keep order fulfillment under control and develop a more efficient measurement of business partner performance indicators.
With the development of the project, it was possible to structure the initial guidelines for the subsequent in-depth analysis of the critical issues identified. In particular, for the stabilization of the entire process, Schnell S.p.A. will have to develop an intense relationship of collaboration and mutual growth with his supplier to identify and implement the best solutions to the variability of the supply order fulfillment process.
The practical implementation of the Lean Six Sigma project confirmed the validity and power of the principles professed by this improvement methodology: the importance of customer orientation and the elimination of waste of resources; the value of a work team and the continuous search for qualitative and quantitative data that support and facilitate the decisions of each member of the group.
It was particularly fruitful to discover how collaboration and involvement within an LSS working group amplifies the skills and knowledge of each participant and generates a widespread climate of enthusiasm and strong determination for continuous improvement in every area, both at work and personal level.
Another practical implication that emerged from the study was the high importance to be attributed to the process of measuring company performance. From a consistent database and their level of reliability, it is possible to identify important opportunities for improvement and savings in terms of company resources; the data make it possible to highlight significant problems and inefficiencies, otherwise not recognizable, which are the result of high company costs that impact on company profitability.
The research shows how Lean Six Sigma can offer companies high advantages in achieving the highest quality in the value creation process, however, to ensure the successful success of projects, the desire for change must arise from the depths of top management; it will have to assume the role of promoter of the LSS culture and philosophy, so that the tools of the methodology are effective in managing and guiding the improvement and transformation actions, one step at a time, with rigor and discipline, but with the involvement of all own resources, with the greatest possible efficiency and effectiveness.
The main limitation of the study derives from the qualitative methodology adopted, that while it permits to analyze in depth and broadly all the phases of implementation of the LSS in the company, highlighting the difficulties encountered during the activities and the benefits obtained, these results should be integrated with an analysis on a large sample of companies that have developed similar projects to be more generalizable. Future research should be oriented on developing a quantitative analysis on LSS implementation. In any case, a qualitative study of this depth can give ideas for improvement and development for companies similar in structure and dimension to Schnell S.p.A.
Gantt Chart of the project
Project charter
SIPOC diagram – supplier, input, process, output, customer
Flow Chart: Diagram of the procurement process through the Kanban system
Value stream mapping of the procurement process of the In-Lining line with Kanban system
Population stratification
Graphical summary statistical analysis of Lead Times recorded in the period 01/01/2018–31/10/2019. Population with numbers N = 74
Graphical summary statistical analysis of Lead Times recorded in the period 01/01/2018–31/10/2019. Population with numbers N = 70
Frequency of deliveries with centered and delayed lead time (a) and boxplot lead time (b) for sub-category
Frequency of deliveries with centered and delayed lead time (a) and boxplot lead time (b) for sub-category type
Composition of the project team
Project risk analysis
Project risk and calculation of the Risk Priority Index
Process sigma calculation
Report of the performances analyzed in the period November 2018–October 2019
Five why matrix
Albliwi , S.A. , Antony , J. and halim Lim , S.A. ( 2015 ), “ A systematic review of Lean Six Sigma for the manufacturing industry ”, Business Process Management Journal , Vol. 21 No. 3 , pp. 665 - 691 , doi: 10.1108/BPMJ-03-2014-0019 .
Antony , J. , Snee , R. and Hoerl , R. ( 2017 ), “ Lean Six Sigma: yesterday, today and tomorrow ”, International Journal of Quality and Reliability Management , Vol. 34 No. 7 , pp. 1073 - 1093 .
Bhat , S. , Gijo , E.V. , Rego , A.M. and Bhat , V.S. ( 2020 ), “ Lean Six Sigma competitiveness for micro, small and medium enterprises (MSME): an action research in the Indian context ”, The TQM Journal , Vol. 33 No. 2 , pp. 379 - 406 , doi: 10.1108/TQM-04-2020-0079 .
Chiarini , A. ( 2012 ), Lean Organization: From the Tools of the Toyota Production System to Lean Office , Vol. 3 Springer Science & Business Media .
Corbett , L.M. ( 2011 ), “ Lean Six Sigma: the contribution to business excellence ”, International Journal of Lean Six Sigma , Vol. 2 No. 2 , pp. 118 - 131 , doi: 10.1108/20401461111135019 .
Cudney , E. , Elrod , C. and Stanley , S. ( 2014 ), “ A systematic literature review of Six Sigma practices in education ”, International Journal of Six Sigma and Competitive Advantage , Vol. 8 Nos 3/4 , pp. 163 - 175 .
Galdino de Freitas , J. and Gomes Costa , H. ( 2017 ), “ Impacts of Lean Six Sigma over organizational sustainability. A systematic literature review on Scopus base ”, International Journal of Lean Six Sigma , Vol. 8 No. 1 , pp. 89 - 108 .
Gijo , E.V. , Jiju , A. and Vijaya , S.M. ( 2019 ), “ Application of Lean Six Sigma in IT support services – a case study ”, The TQM Journal , Vol. 31 No. 3 , pp. 417 - 435 .
Hoerl , R.W. and Gardner , M.M. ( 2010 ), “ Lean six sigma, creativity, and innovation ”, International Journal of Lean Six, Sigma , Vol. 1 No. 1 , pp. 30 - 38 .
Jayaram , A. ( 2016 ), “ Lean six sigma approach for global supply chain management using industry 4.0 and IIoT ”, Conference: 2016 2nd International Conference on Contemporary Computing and Informatics (IC3I) , pp. 89 - 94 .
Lande , M. , Shrivasatava , R.L. and Seth , D. ( 2016 ), “ Critical success factors for Lean Six Sigma in SMEs (small and medium enterprises) ”, The TQM Journal , Vol. 28 No. 4 , pp. 613 - 635 .
Laureani , A. and Antony , J. ( 2012 ), “ Standards for lean six sigma certification ”, International Journal of Productivity and Performance Management , Vol. 61 No. 1 , pp. 110 - 120 .
Pepper , M.P.J. and Spedding , T.A. ( 2010 ), “ The evolution of lean Six Sigma ”, International Journal of Quality and Reliability Management , Vol. 27 No. 2 , pp. 138 - 155 .
Raval , S.J. , Kant , R. and Shankar , R. ( 2018 ), “ Lean Six Sigma implementation: modelling the interaction among the enablers ”, Production Planning and Control , Vol. 29 No. 12 , pp. 1010 - 1029 .
Shah , R. , Chandrasekaran , A. and Linderman , K. ( 2008 ), “ In pursuit of implementation patterns: the context of Lean and Six Sigma ”, International Journal of Production Research , Vol. 46 No. 23 , pp. 6679 - 6699 .
Singh , M. and Rathi , R. ( 2019 ), “ A structured review of Lean Six Sigma in various industrial sectors ”, International Journal of Lean Six Sigma , Vol. 10 No. 2 , pp. 622 - 664 .
Singh , M. , Kumar , P. and Rathi , R. ( 2019 ), “ Modelling the barriers of Lean Six Sigma for Indian micro-small medium enterprises. An ISM and MICMAC approach ”, The TQM Journal , Vol. 31 No. 5 , pp. 673 - 695 .
Snee , R.D. ( 2010 ), “ Lean Six Sigma–getting better all the time ”, International Journal of Lean Six Sigma , Vol. 1 No. 1 , pp. 9 - 29 .
Snee , R.D. and Hoerl , R.D. ( 2007 ), “ Integrating lean and Six Sigma: a holistic approach ”, Six Sigma Forum Magazine , Vol. 6 No. 3 , pp. 15 - 21 .
Sordan , J.E. , Optime , P.C. , Pimenta , M.L. , Chiabert , P. and Lombardi , F. ( 2020 ), “ Lean Six Sigma in manufacturing process: a bibliometric study and research agenda ”, The TQM Journal , Vol. 32 No. 3 , pp. 381 - 399 .
Sreedharan , V.R. and Raju , R. ( 2016 ), “ A systematic literature review of Lean Six Sigma in different industries ”, International Journal of Lean Six Sigma , Vol. 7 No. 4 , pp. 430 - 466 , doi: 10.1108/IJLSS-12-2015-0050 .
Sunder , M.V. and Antony , J. ( 2018 ), “ A conceptual Lean Six Sigma framework for quality excellence in higher education institutions ”, International Journal of Quality and Reliability Management , Vol. 35 No. 4 , pp. 857 - 874 .
Timans , W. , Antony , J. , Ahaus , K. and Solingen , R. ( 2012 ), “ Implementation of Lean Six Sigma in small and medium-sized manufacturing enterprises in The Netherlands ”, Journal of Operational Research Society , Vol. 63 No. 3 , pp. 339 - 353 .
Yin , R.K. ( 1994 ), Case Study Research: design and Methods , 2nd ed. , Sage Publishing , Thousand Oaks, CA .
Acknowledgements
The authors acknowledge Schnell S.p.A. for supporting the research providing the data that allowed the realization of the case study.
Corresponding author
Related articles, we’re listening — tell us what you think, something didn’t work….
Report bugs here
All feedback is valuable
Please share your general feedback
Join us on our journey
Platform update page.
Visit emeraldpublishing.com/platformupdate to discover the latest news and updates
Questions & More Information
Answers to the most commonly asked questions here
The Academy / Articles
Case Studies for Manufacturing Companies: Why They Work

The truth is that business owners, engineers, and project managers conduct online searches every day in order to find manufacturing outfits to hire. Often, they’ll start on their smartphone, do a couple quick searches and if — if — they find a possible solution they’ll move on to their desktop to continue their research on that website.
We’ve been able to help a wide range of Ohio manufacturers — including makers of specialty fabrics, injection moldings, and cabling — attract clients by crafting detailed search engine optimization (SEO) plans for them.
Case Studies for Manufacturing Companies: Some of the best content we can create come from your success stories.
When we create an online marketing strategy, we work with you so that we can create custom content that attracts potential buyers and generates leads.
Case studies work best when they tell a story that’s easy to read and demonstrates how you were able to solve specific problems common to your target customers.
Moreover, it’s possible that some of your existing customers occasionally use the Internet to check up on your company, and it’s never a bad idea to keep existing customers apprised of all your services and capabilities.
The narratives of these success stories follow a pretty simple formula:
- outline a past client’s initial difficulty
- describe the process by which your firm addressed that situation
- list the positive – measurable – results that the client received
Case studies appeal to prospective customers as they help explain the ways in which you could help them overcome their manufacturing challenges. By positioning your company as an expert who can solve their problems, you can not increase the quantity of people visiting your site by the QUALITY of those visitors as well.
Done correctly a good case study will help you generate more leads for your site and help you grow your business.

About Kelly Brown:
Kelly Brown has 25+ years of experience leading entrepreneurial organizations. As Managing Partner and CEO of Sanctuary, Kelly has had the opportunity to serve a leadership role in every functional division of the organization.
Related Articles:

Harnessing the Power of Social Media to Influence Purchasing Decisions
In the digital age, social media has transformed from a platform for casual interactions into a powerful tool that influences purchasing decisions across various industries.…

Why Technical SEO is Vital to Your Content Marketing Strategy
It’s critical to develop your website with your end-users in mind. You want to make it easy for them to find and explore information about…

Know Your Audience: A Battleship-inspired Strategy
As a kid, my first real exposure to strategy was in the game Battleship. It’s a simple game with easy setup and rules, but what…

Most Popular Articles

Seeing Favicons in Your Google Search Results? Here’s Why…
Have you noticed anything different in your Google Search results lately? Google added tiny favicon icons to its organic search results in January. It was…

Business Growth and Digital Marketing News & Tips 5-28-24
Establishing and strengthening relationships is a critical part of successfully growing any organization. At the heart of this goal is the concept of “nurturing”. Nurturing…

Business Growth and Digital Marketing News & Tips 5-14-24
Calculating return on investment (ROI) allows marketers to evaluate the success of their campaigns and determine which initiatives deliver the highest returns. However, accurately measuring…
Articles, News, Videos, Podcasts and more! Subscribe for our Academy newsletter for updates and future benefits.
Your privacy is a priority. View our Privacy Policy .

Manufacturing Management
Learning through Case Studies
- © 1998
- Latest edition
- D. G. Coward
You can also search for this author in PubMed Google Scholar
- Presentation via structured case studies Each problem is tackled thoroughly leaving no unanswered questions Readers are prompted to provide their own solutions to problems
610 Accesses
This is a preview of subscription content, log in via an institution to check access.
Access this book
Other ways to access.
Licence this eBook for your library
Institutional subscriptions
Table of contents (11 chapters)
Front matter, introduction to the casebook: structure and company information, strategy formulation of the group, organisation structure design, how long to make and deliver, costing to aid decisions, operations management of plastics extrusion, assembly line replanning, new investment decisions, division of labour in a radiator repair business, capacity shortfall — use problem-solving techniques, the organisation of a factory relocation, back matter.
- organization
- problem solving
- total quality management (TQM)
About this book
About the author, bibliographic information.
Book Title : Manufacturing Management
Book Subtitle : Learning through Case Studies
Authors : D. G. Coward
DOI : https://doi.org/10.1007/978-1-349-13915-6
Publisher : Red Globe Press London
eBook Packages : Engineering , Engineering (R0)
Copyright Information : D.G. Coward 1998
Edition Number : 1
Number of Pages : IX, 216
Additional Information : Previously published under the imprint Palgrave
Topics : Manufacturing, Machines, Tools, Processes
- Publish with us
Policies and ethics
- Find a journal
- Track your research
- Skip to main content
Case Studies
We help Engineering and Manufacturing companies keep the world moving.
Working collaboratively with customers operating in diverse specialties, we strengthen their increasingly global, complex supply chains and help them to overcome logistics challenges, creating a competitive advantage.

Engineering and Manufacturing Customer Case Studies
Our commitment to innovation is helping Engineering and Manufacturing customers harness new technologies to drive service improvements and operate more efficiently, while our expertise in logistics ensures reliable solutions for both the final mile and returns.

Industrial Projects Out of Gauge
For the safe, compliant management of over-sized cargo with specialized handling requirements
Contact DHL Global Forwarding

Lead Logistics Partner (LLP)
Managing logistics, coordinating goods transportation, planning, and handling stakeholders efficiently
Contact DHL Supply Chain (LLP)

Aftermarket Final Mile to Engineers
Reducing the time to serve by rapidly delivering spare parts to field engineers reliably and cost-effectively
Contact DHL Supply Chain

Returns and Repair Logistics
Best-practice management and control of manufacturing equipment and spare parts
Mining and Construction Equipment Customer Case Studies
We go the extra mile for businesses operating in conditions that are often remote and challenging.

Mining Site Domestic Logistics
Reducing the time to serve by locating and operating a spare parts warehouse and refurbishment center near each mine
Aftermarket Logistics for Mining Dealers
Keeping mining equipment up and running with the efficient delivery to dealers of spare parts and consumables
Transportation for Aviation and Aerospace
Our transportation solutions for aviation and aerospace assets offer transparency, security and compliance at the highest level. Explore our customer case studies below.

Providing 24/7 neutral supply chain orchestration for order fulfilment, network optimization and supplier management.
Engine Logistics
For the safe, secure movement of engines and other highly sensitive assets, managing risks and delivering on agreed standards.
Time-Definite Parts Transportation
Enabling fast international delivery of aerospace and aviation parts through expedited transportation services.

Contact DHL Express

Customs and Compliance Solutions
Combining country-specific expertise with global capabilities to manage and optimize all customs clearance procedures globally.
Value-added Services for Aviation and Aerospace
Our range of value-added services include the use of smart solutions, risk management and mode optimization - tailored to the needs of the Aviation and Aerospace industry. Read more below.

Supply Chain Risk Management
Global risk analytics for faster, smarter, leaner, and more sustainable aerospace and aviation supply chains.

Discover More at Everstream Analytics

Mode Optimization
Flexible, best-fit selection of transportation modes to ensure aircraft components and spare parts move from distant sources, arriving safely and on schedule.
Warehousing for Aviation and Aerospace
Our tailored warehouse solutions for the Aviation and Aerospace industry offer complete piece of mind for the safe and secure storage and control of aviation assets and parts. Read our real-life customer case studies below.

Warehousing and Contract Logistics
For the safe, secure storage and control of aerospace and aviation assets and parts.
Our Engineering and Manufacturing Experts
The Engineering and Manufacturing experts in our divisions are:
Cargo transportation via Air, Ocean, Rail and Road
DHL Global Forwarding
On-time, compliant deliveries to and from every country globally. We cut through the complex layers of global trade so you can focus on your business.
Contract Logistics
DHL Supply Chain
We are experts in implementing agile, resilient, smart, sustainable solutions while operating in harsh and regulated environments for the EMEC sector.

Keeping the Pace of an Evolving Industry
DHL Freight
Our Pan-European road & rail freight services offer reliable & flexible inbound to manufacturing or aftermarket solutions, including customs services.

International Express Shipping Solutions
DHL Express
As the preferred choice of companies of all sizes, we offer unmatched international express shipping solutions, delivering speed, unparalleled local customs expertise, and tailored services that fuel your company's success and customer experience.
Strategies for manufacturing: How to plan for the future
Strategies for manufacturing ensure a business stays on track with production and keeps a competitive advantage. Read all about it here.

James Humphreys

The reality is that very few manufacturing businesses will be successful without a solid strategy in place. But why are strategies for manufacturing important? How have they evolved, and what manufacturing strategies are easy for companies to implement?
In this article, we’ll answer all these questions and more.

What is a manufacturing strategy?
A manufacturing strategy has been previously defined as “a long-range plan to use the resources of the manufacturing system to support the business strategy and, in turn, meet the business objectives. (Cimorelli and Chandler, 1996).
The connection that binds all the eras together is manufacturing strategy. Whether it’s a humble artisan in a side-street pottery shop or a technological wiz-kid wanting to build a smart factory, they both need a manufacturing strategy.
As already identified, strategies for manufacturing have been around for many years.
The definition of a what is a manufacturing strategy has also been around for a long time. According to Hayes and Wheelwright, 1984 , it is “a sequence of decisions that, over time, enables a business unit to achieve the desired manufacturing structure, infrastructure, and set of specific capabilities.”
Nowadays, manufacturing strategy is often intertwined with a company’s digital strategy, with the tactical management of production and technology at the heart of everything a company achieves.
As was noted by Gündüz Ulusoy back in 2003, formulating a marketing strategy requires making three strategic choices in three key areas: Competitive priorities, manufacturing objectives, and action plans.
Competitive priorities include choices on:
- Quality levels
- Reliability
- Design change
- Deliveries
- New products
Manufacturing objectives involve decision-making on:
- Unit costs
- Market share
- Profitability
- Product development time
And action plans include making decisions about:
- Production
- Energy saving
- Employee empowerment
- Staff training
Once these decisions have been made and a company’s priorities have been identified, an overarching marketing strategy can be formulated.
The history of manufacturing strategy
Whether you are a B2B (business-to-business) or a D2C (direct-to-consumer) manufacturing company , the chances are high that you have a structured manufacturing process in place. Hopefully, this relates back to your manufacturing strategy. This relationship between process and strategy has existed for hundreds of years.
The art of manufacturing has humble beginnings. Way before industrialization was conceptualized, skilled artisans worked to produce commodities. They relied on their craftmanship and secrecy to ensure that their products were in demand and couldn’t be copied.
The first example of a manufacturing strategy was probably when forward-thinking artisans realized they could sub-contract their work to others, thus producing more products and increasing their profits.
Manufacturing was transformed dramatically and definitively in the 18th century during the Industrial Revolution. The invention of machines that could do the work on a mass scale meant that industries such as glassmaking, mining, textiles , and agriculture could produce much more on a much cheaper scale. The mass production concept followed, bringing us to where we are today.
Interestingly, we are on the brink of another transformation in the industrial sector, with the birth of the Fourth Industrial Revolution, 4IR, or Industry 4.0. This is the notion that interconnectivity, smart automation, and digital process management will considerably strengthen production flow, improve quality, and reduce costs. In short, the various parts of a supply chain will interact without human interference.
This may seem almost like a sci-fi fantasy to some, but we are speeding quickly toward this new norm. Who knows what the future of manufacturing looks like? But, the reality is that strategies for manufacturing will always be a priority in the transformation of this fast-paced industry.
Why is a manufacturing strategy important?
A manufacturing strategy is the backbone of how a business operates when you break it down. To ensure your manufacturing strategy is aligned with the overall business strategy, it must be focused on:
- maximizing quality
- minimizing costs
- avoiding wastage
- improving flexibility
All the while being motivated by more lofty goals such as increasing market share and profitability.
Strategies for marketing ensure that a company avoids inefficiencies, optimizes production, and ultimately reaches the goals it is aiming for.
As Steve Lam, Senior Vice President of Patheon’s Biologics Business, states, whether you are processing medicines , clothing , beauty products , or the latest tech-gadgets , “considering your manufacturing strategy early on in development pays dividends down the line.”
So why is a manufacturing strategy important? The answer to this is another question:
Would your business survive without it?

Easy strategies for manufacturing that companies can implement
When choosing a new manufacturing strategy, it’s important to remember it’s not a case of a one-size-fits-all approach but rather finding one that is relevant for your business.
Just because a manufacturing strategy is world-class for some doesn’t mean it will be for others. Be sure to strategize with intent and ensure that your manufacturing strategy gives your company the competitive edge it needs in an increasingly competitive environment. Start by articulating your competitive advantage and then build your strategy around it.
Every decision, from the machinery you use to the automation system you choose, needs to take you one step closer to maximizing that competitive advantage.
So, what are some manufacturing strategy examples that you could implement?
1. Adopt technology
It is crucial to have an agile IT function that can respond flexibly to your business’s demands. Identifying which technologies are applicable and useful to your manufacturing processes is often the first building block in a sturdy manufacturing strategy. Is there a service or app out there that you have not yet considered?
2. Shrink your costs and production waste
This is a no-brainer. If your business has holes in its manufacturing processes that let money flow out of them, then this part of your manufacturing strategy must be robust. Production times, processes, and product quality are things that cannot be compromised on.
3. Stock inventory
Adopting the principles of lean inventory saves you a fortune and gives you a serious competitive edge. Having a better understanding of your stock levels and responding to your customer’s needs more intuitively could result in huge improvements for your business.
4. Automate your processes
The automation of day-to-day tasks can make your business leaner and more efficient. Services like Katana cloud inventory platform can be the bridge that finally connects your procurement, order processing, supply chain, customer service, production, and operations together. Automatically monitoring the movement of your inventory will minimize waste like never before. Furthermore, Katana’s software easily integrates with e-commerce platforms like Shopify and WooCommerce to reduce the risk of stock-outs and to keep your products moving to the customers who want them.
5. Look to the future
Industry 4.0 is just the latest in many changes in the industrial and manufacturing world. Do your research and ensure your manufacturing strategies are robust yet flexible enough so you can pivot if you need to.
Designing manufacturing strategies for success
Strategies for manufacturing are essential to keep a business moving. The most successful businesses over time have been the ones that have chosen strategies that support their long-term ambitions.
Innovative software, visibility, and control are often the backbones of any successful manufacturing strategy, but how you implement these must be unique to your business.
For example, adopting a manufacturing ERP software would be the perfect manufacturing strategy for businesses struggling to keep track of the movement of their inventory.
The key is to be smart about it — Be sure to identify the manufacturing strategies that fit your business model right now and will help you to stay ahead of the competition in the future. Evaluating and measuring your success every step of the way will ensure that you can provide your customers with the products they need before they even know they need them!
Table of contents
Get inventory trends, news, and tips every month, explore all categories, get visibility over your sales and stock.
Wave goodbye to uncertainty by using Katana Cloud Inventory for total inventory control
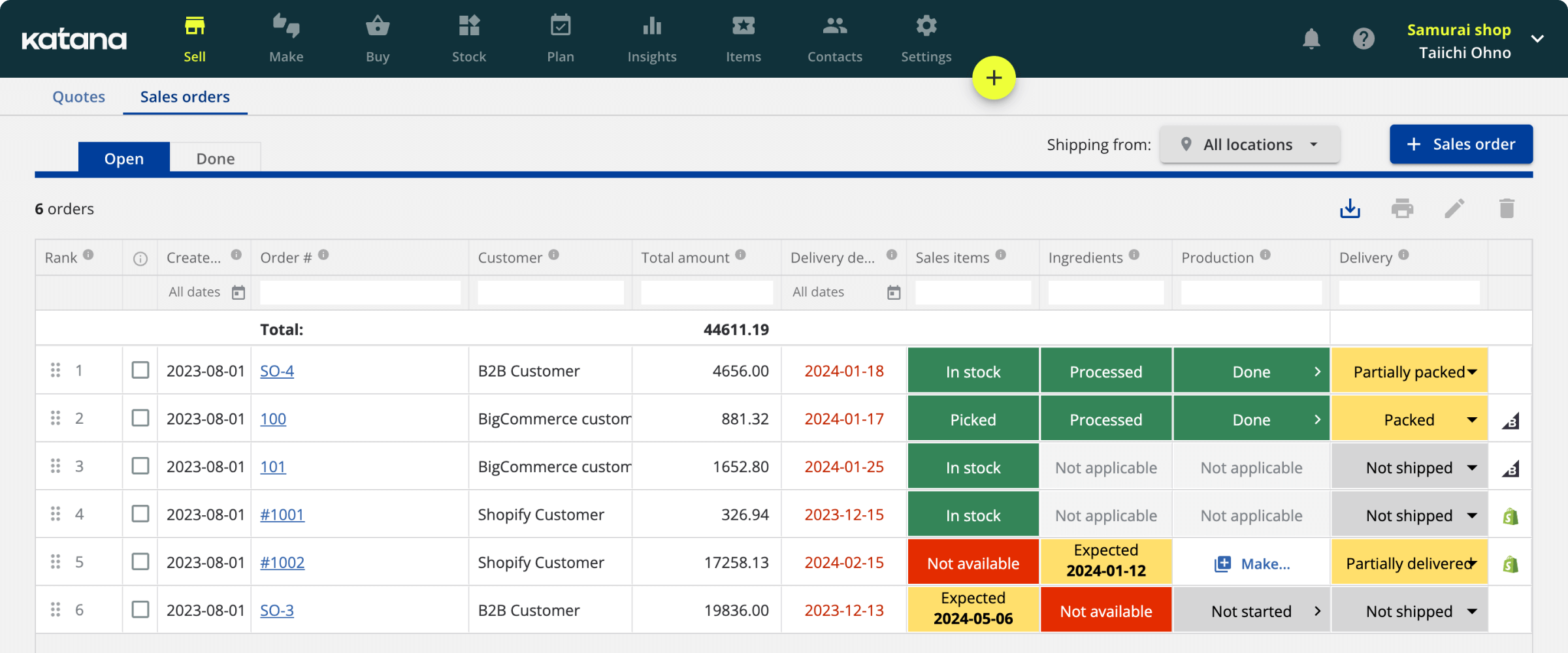
- Skip to main content
- Skip to search
- Skip to footer
Products and Services
Customer Stories

Manufacturing
Unified network and security management.
Safeguarding sensitive customer data, while meeting cybersecurity regulations and strengthening the overall security posture of the business
Reducing cyber threats and safeguarding sensitive customer data
To ramp up security protections in its network and reduce costly outages, Milwaukee Electronics chose a unified Secure Access Service Edge (SASE) solution.
Milwaukee Electronics
Milwaukee Electronics is a market leader in providing innovative electronics manufacturing services to a variety of industries, operating globally across the U.S., Mexico, and Asia.

Milwaukee Electronics sought to improve productivity by reducing frequent network outages and to safeguard customer data by implementing a more robust security posture:
- Protect the IT network infrastructure and customer data from cyber threats
- Reduce the frequency of costly network outages
- Meet the stringent security requirements of customers to ensure their data and intellectual property stay protected
- Comply with a strict regulatory environment, especially for customers in the defense industry
Milwaukee Electronics adopted a suite of Cisco solutions to reduce network outages, simplify operations, and protect customer data with a unified security architecture:
- Cisco Secure Connect is a unified SASE solution that delivers seamless, secure connectivity everywhere on one converged platform powered by Cisco Networking Cloud and Cisco Security Cloud.
- The Meraki dashboard allows for simple management and monitoring of the network with an intuitive and interactive web interface.
- Cisco Meraki MR wireless access points feature integrated, easy-to-use technologies to provide secure connectivity for the network.
- Cisco Meraki MS switches deliver continuous network performance without complexity—all through the cloud.
- Cisco Meraki MX security and SD-WAN appliances use always-on intelligence from the world’s largest cybersecurity research team to protect and optimize distributed sites and users.
Reduced days lost to outages
The company boosted productivity and avoided downtime costs associated with outages.
Mitigated growing security risk
The IT team can quickly and easily block hundreds of daily security threats.
Secured valuable customer data
The company provides superior protection of its customers’ proprietary data and intellectual property.
More robust security posture
A consistent security framework has been established across the company’s locations to strengthen its security posture.
Improving network performance and operational efficiency
Milwaukee Electronics was experiencing several key networking and security challenges. Supply chain issues were making it difficult to acquire new network infrastructure, and the company’s existing mesh network was suffering from high latency. Network outages that sometimes lasted for days were proving to be disruptive and extremely costly in terms of lost productivity and revenue.
The company also urgently needed a new security architecture to meet evolving customer expectations and satisfy regulatory mandates. As a highly respected provider of electronics manufacturing services for close to six decades, Milwaukee Electronics is deeply committed to helping its customers succeed and ensuring the safety of their data and intellectual property.
With cyber threats continuing to grow in number and level of sophistication, companies in every industry increasingly require their manufacturing partners to demonstrate that they have the highest levels of security protection in place and are compliant with the latest cybersecurity regulations. On the subject of cybersecurity, they are better informed than ever before.
"They’re doing their security due diligence before they even come to us, making sure that we’ve got everything buttoned up," said Kyle Frank, Security and Compliance Manager at Milwaukee Electronics.
Addressing these concerns is understandably a top priority for Milwaukee Electronics. However, its network was being bombarded every day with hundreds of cybersecurity threats, and its existing security solution lacked the sophisticated tools the IT team needed to detect, manage, and block them proactively.
Seamless security integration
Milwaukee Electronics chose the Cisco Secure Connect solution to improve network performance, decrease latency, reduce outages, and provide a unified, always-on security structure across all of the company’s manufacturing and office locations. With a hybrid workforce, the company needs to ensure employees enjoy the same security protections and have access to the applications they need when they need them.
Deploying the Cisco Secure Access Service Edge (SASE) solution across company sites was easy and fast, and the IT team has seen a significant reduction of the time and effort required to manage network and security processes. With the previous technology stack, staff had to use multiple interfaces to manage the various networking and security systems.
With the complete, converged solution Secure Connect provides, a single dashboard replaces all of these interfaces, radically simplifying configuration, maintenance, and troubleshooting activities across the network. The boost in efficiency has freed up IT staff to work on other high-priority IT initiatives.
The company is already reaping the benefits of a unified SASE solution. It has dramatically reduced costly network outages, enhanced security across all of its sites, and ensured compliance.
"Implementing the Cisco solution lets me maximize my IT team’s resources; it positions the business for scalable growth, and it lets us focus on flexing to the diverse needs of our customers," said Justin Moulton, Vice President of Operations and Technology at Milwaukee Electronics.
With Secure Connect deployed, Milwaukee Electronics has made network and security management easy through a single console that provides greater visibility and control for ongoing monitoring and optimization. Should an issue occur, the IT team has everything it needs to respond quickly before it can cause problems. Customer data and corporate resources are secured compliantly, while employees working in the office or remotely remain protected.
Testimonials
Optimizing it resources and positioning the business for scalable growth.

"Implementing Cisco Secure Connect lets me maximize my IT team’s resources; it positions the business for scalable growth, and it lets us focus on flexing to the diverse needs of our customers."
Justin Moulton
Vice President of Operations and Technology, Milwaukee Electronics
Partner Spotlight
As a leader in digital transformation, Insight aided in finding the right solutions to fit Milwaukee Electronics' needs.
More for you
Technology has changed how we live and work.
Leading organizations are innovating with Cisco solutions to connect, secure, and transform.
Organizations like yours rely on Cisco
Each industry has its own challenges that require tailored solutions.
You are a changemaker, innovator, and discoverer
We want to help you share your story. Learn more about how you can build your organization's profile—and your own—as you expand your network.
Let’s build the bridge to possible
Designed for the future.
Ready to make the jump to smarter, secure networking? Speak with one of our experts for your blueprint to SASE made easy.
Learn more about unified SASE with Cisco Secure Connect
Discover the simplicity of unified SASE with Secure Connect – bridging on-prem and remote users to the cloud seamlessly.
Case study: Building a customer-centric B2B organization
Customer experience (CX) is an increasingly important strategic topic in the boardrooms of B2B companies in China and throughout the world. Despite the rapid development of the previous decades, the “growth first” principle of Chinese enterprises sometimes implies customer experience can be sacrificed. But CX leaders, globally and within China, drive higher growth, lower cost, and superior customer satisfaction. In times of crisis, they achieve three-times-higher shareholder returns 1 Total return to shareholders tracked for publicly traded companies in the top 10 or bottom 10 of Forrester’s Customer Experience Performance Index in 2007–09. than laggards.
Start with a vision
A successful transformation starts from the top. Cases within and outside China confirm that the CEO must be in charge to continuously push and unify the organization.
The Chinese steel industry has taken an upturn amid the country’s overcapacity-reduction program, and companies have been enjoying robust price and volume increases. In this article, we consider one Chinese steel manufacturer whose CEO set a clear vision to build a customer-centric organization in order to gain a competitive edge and to keep the organization healthy through future downturns. The company took a series of steps to systematically and holistically shift the entire organization toward customer-centricity.
Would you like to learn more about our Marketing & Sales Practice ?
Identify the challenges.
Comprehensive diagnostics revealed that the company faced a series of challenges. In fact, interviews with some customers were alarming: the customer voice, though central to the CEO’s vision, had no conduit within the organization and was never heard by decision makers. One key account was lost well before corporate management heard its complaints. Analysis of the research revealed several serious shortfalls in customer-centricity:
Limited understanding of customers.
The company had not systemically mapped the diverse stakeholders behind each customer, relying instead in most cases on buy-side procurement managers and their associates as the only source of customer feedback. Company representatives rarely knew or approached other customer-decision influencers or the users behind procurement, thereby losing many potential customer insights. The company also lacked access to end customers further down the value chain.
Few channels for customer feedback.
As is true at many B2B organizations, sales was the major channel through which the company gathered customer feedback. But manual relays of messages could take a long time to reach managers, assuming they were not forgotten along the way. To make matters worse, sales representatives sometimes neglected to report feedback, fearing they would be punished if headquarters learned that their customers were unhappy.
Limited analysis of feedback for insights.
What customer feedback and CX data existed within the organization was not centrally managed and synthesized into easy-to-access reports to give top management the full picture. Other stakeholders also found it challenging to access the aggregated customer feedback related to their own roles.
Customer problems not addressed.
Many customers complained that issues they had reported many times had not been dealt with, and the same problems continued to persist.
Transform to a CX-centric organization through a holistic ‘diagnose, design, deliver’ process
A holistic transformation was crafted to move the company toward the CEO’s vision, knowing that no single silver bullet could address all challenges at the same time. The transformation plan consisted of multiple modules based on a “diagnose, design, deliver” process, which takes two to three years to implement fully (Exhibit 1).
The company proceeded through the process in three phases:
Phase 1: Diagnose
The first step was to map the customers and identify stakeholders beyond buy-side procurement. To achieve this, customers were divided into segments based on similar stakeholder dynamics and customer journeys. Then the segments were prioritized based on their value and strategic importance.
Phase 2: Design
After the journey diagnostics, the company built a structured “question library” based on the journey breakdown, with customized questionnaires and feedback forms for different stakeholders. This enabled the company to collect feedback and experience data, and perform a consistent longitudinal analysis across feedback channels. Using these designs, the company was able to systematically analyze experience data, dig into root causes, and identify improvement areas.
Phase 3: Deliver
An IT backbone had to be built to implement all the designs discussed in the previous paragraphs. To achieve this, the company broke down the system design into several modules and assessed how each one should be tackled. Among the three possible development options, “customized third-party solution, locally deployed” was chosen as the best option based on five evaluation criteria: feasibility, customization, data security, timeline, and price.

Survey: Chinese B2B decision maker response to COVID-19 crisis
Key learnings: prioritize segments, and collect feedback on multiple channels.
The company eventually prioritized three segments: (1) section-steel and steel-sheet-piling dealers, (2) section-steel manufacturers, and (3) steel-sheet-piling leasing companies, with the biggest customer in each category selected for deeper analysis. In analyzing the different customers, the company discovered a pattern: three journeys—scheduling inquiry, transport and delivery, and quality discrepancy—were deemed crucial by all customers.
A new, multichannel system was designed to address the company’s various challenges in collecting customer feedback. While customers can still share feedback directly with sales reps, the system incorporates new channels, including periodic on-site interviews and feedback sessions conducted by marketing personnel or the CX team, surveys on mobile devices, and a WeChat portal where customers can submit feedback whenever they want.
This system also allows the company to reach out to previously inaccessible or remote customers, who can simply scan product QR codes to submit feedback on features and quality, or even solicit technical support. A dashboard was designed to create CX transparency across the organization, allowing different stakeholders to analyze the data and generate insights. The multichannel-backed (PC and mobile) dashboard can make customer feedback and experience data visible for stakeholders from different divisions, so they can easily analyze data and generate insights.
Manage the change to maintain success
McKinsey research indicates that 70 percent of change programs fail, mostly because of human factors. Design-phase initiatives don’t stick without procedures for proper change management. McKinsey has a useful framework for change management (Exhibit 2), from which the steel manufacturer adopted key elements.
Real impact to the bottom line
To date, the company has already generated an estimated 4 percent increase in gross profit, or an 8 percent increase in pre-interest and pretax profit—a number matching the CEO’s initial expectations of the project. Moreover, the company believes that its transformation will have a lasting impact, producing better products, more satisfied and loyal customers, and a healthier, more efficient organization overall.
All in all, customer experience is an effective tool that Chinese B2B players can utilize to create long-term competitive advantages. A company should first define its priorities, lay out an implementation path based on its current reality, and use it to work toward a superior customer experience and, ultimately, excellence.
Hai Ye and Will Enger are partners in McKinsey’s Hong Kong office.
Explore a career with us
Related articles.

Two ingredients for successful B2B sales: Agility and stability

A post–COVID-19 commercial-recovery strategy for B2B companies

The B2B digital inflection point: How sales have changed during COVID-19
IMAGES
VIDEO
COMMENTS
We help clients leverage the opportunities of supply chain 4.0 by incorporating IoT, robotics, and analytics—resulting in a system that allows organizations to react quickly—improving both company performance and customer satisfaction. This digitally connected ecosystem and real-time visibility assists in the removal of silos across the ...
In the past five years, a select group of companies have started pulling ahead in their efforts to implement Industry 4.0 across their manufacturing networks.Leading manufacturers are now realizing significant value from data and analytics, AI, and machine learning (ML). However, a large majority remain stuck in pilot purgatory, struggling to capture the full potential of their transformation ...
ISO 9001:2015 Case study: Context of the organization as a success factor in manufacturing company. Clause 4.1 of ISO 9001:2015 is causing lot of ambiguities and raising more questions than answers to most quality practitioners. Defining context of the organization basically means determining the foundation of your QMS and where your company ...
The following case studies of lean management principles in action show you how a variety of real businesses solved real business problems under diverse conditions. ... follow-up to "Sustain Your Lean Business System with a 'Golden Triangle,'" a case study about Phase 2 Medical Manufacturing, the company needs warehouse space to keep ...
Leading transformation in manufacturing Case studies in technologydriven innovation The conomist Intelligence nit imited 2019 The manufacturing industry has always been shaped by technology. Today, the convergence of digital technologies with physical machinery is the primary driver of technology-led change in the sector, but there
For a manufacturing company, case studies can be one of the most effective ways to generate leads, showcase your strengths, and vividly demonstrate how you solve clients' challenges. But there ...
Case Study: IoT/Life Sciences Pharmaceutical company's smart manufacturing transformation A Fortune 50 pharmaceutical company, after making an acquisition, was facing the urgency and complexity of streamlining a variety of manufacturing processes and systems. It needed to replace the disparate and legacy applications with a unified, flexible
Undaunted by global disruption, a logistics company embraces bold transformation. December 2, 2022 -. ECU Worldwide, one of the largest less-than-container-load shipping companies in the world, chose to innovate during the COVID-19 pandemic, working with McKinsey to become tech enabled and revamp its organizational structure.
Abstract. Industry 4.0 was introduced early in the last decade. That introduction spawned related concepts like "Smart Manufacturing" and digitalization, as well as a proliferation of digital manufacturing technologies for supporting systems. The industry experienced widespread puzzlement over how to apply these concepts in practice and ...
Inventory Management. Most manufacturing companies use legacy software such as ERP and supply chain management to try and optimize their supply chain processes. Inventory management is a critical part of the link between production and supply chain management that IIoT facilitates. Real-time transactional data can extend in both directions.
The company collected large amounts of processes, parameters and other information about test results to feed the AI model as well as correlating 40,000 production parameters. With the data, Raithel says, Siemens learned which parts were defective as well as the source of the defects, which the company used to further improve quality.
Here is a great way to frame the challenge: "Our (industry) customer challenged us with designing and manufacturing a (application) to achieve (objective).". This approach can be replicated for many situations. Be specific about what you are being asked to do. That's what is important to prospects. Play to your strengths.
A global manufacturing company teamed up with SCPD for a special project. They needed a tailored educational program for their engineers, a group of professionals who specialize in materials engineering and work with cutting-edge technology. These engineers are always on the lookout for the latest in AI, machine learning, and data science to ...
this single case study was to explore what quality improvement strategies senior manufacturing production managers used to reduce COPQ and increase profit. The participants selected were 3 production managers in 1 small-sized manufacturing company in the southeastern region of the United States with successful strategies to lower COPQ.
Consultport proposed 2 candidates within 24 hours. The client interviewed both candidates and selected a former consultant at Roland Berger with a specialization in PMO consulting and prior experiences working in several large German manufacturing companies. The project manager started working with the client 48 hours after the initial request.
They cover different aspects of supply chain management and feature a broad range of companies and situations. SCM case study examples would include an SCM selection project for a manufacturer, or an SCM implementation for a distributor or logistics provider. SCM case studies also feature TEC's own case studies, showing how we've helped ...
To be successful, however, AstraZeneca would have to make every dollar count. AstraZeneca is a global bio-pharmaceutical company headquartered in Cambridge, England, with revenues of $26.6 billion (2020). Key Results. As of July 2021, AstraZeneca has released 1 billion doses for supply to 170 countries.
Case studies provide your manufacturing company an incredible opportunity to showcase your expertise, product value, and customer service. While testimonials are great, case studies go a step above by highlighting a customer story from start to finish. Continue reading to learn some key tips to make your case studies stand out and resonate with your […]
Customer satisfaction is a key element for survival and competitiveness in industrial companies. This paper describes a case study in a manufacturing company that deals with several customer complaints due to defective custom cable assemblies that are integrated in an engine. The goal of this research is to find a solution to this problem, as well as prevent its recurrence by implementing the ...
Targeted by Lean Manufacturing Case Study Gaza Strip Ma nufacturing Firms. Inte rn ational Journal of Economics, Finance and Management Sciences, 1(2) ,pp.68 80.
CASE STUDIES IN ORGANIZATIONAL BEHAVIOUR. October 2023. Publisher: UniRazak Press. ISBN: 978-967-2274-26-1. Authors: Andylla Arbi. Universiti Tun Abdul Razak (UNIRAZAK) Mohamad Bolhassan. Azrul.
The aim of this study is to develop an in-depth case study on the implementation on Lean six sigma (LSS) in Schnell S.p.A., Italian company leader of an important multinational industrial group, highlighting the benefits that can be achieved from a careful application of this method, the main challenges and organizational learning from its ...
list the positive - measurable - results that the client received. Case studies appeal to prospective customers as they help explain the ways in which you could help them overcome their manufacturing challenges. By positioning your company as an expert who can solve their problems, you can not increase the quantity of people visiting your ...
About this book. In engineering management, the important resources of manpower, materials and machines need special attention in order to achieve competitive advantage. In this case study approach, some relevant theory is provided, with an analysis of the strengths and weaknesses for application. The challenge for the reader is to improve the ...
Manufacturing & Semiconductor Case Studies. See how other manufacturers use AWS to improve security and speed time to market with cloud product/production design, realize Industry 4.0 smart manufacturing benefits like improved OEE and lower cost, and provide enhanced customer value by offering unique smart product offerings.
Case Studies. We help Engineering and Manufacturing companies keep the world moving. Working collaboratively with customers operating in diverse specialties, we strengthen their increasingly global, complex supply chains and help them to overcome logistics challenges, creating a competitive advantage.
maximizing quality. minimizing costs. avoiding wastage. improving flexibility. All the while being motivated by more lofty goals such as increasing market share and profitability. Strategies for marketing ensure that a company avoids inefficiencies, optimizes production, and ultimately reaches the goals it is aiming for.
The company also urgently needed a new security architecture to meet evolving customer expectations and satisfy regulatory mandates. As a highly respected provider of electronics manufacturing services for close to six decades, Milwaukee Electronics is deeply committed to helping its customers succeed and ensuring the safety of their data and ...
Customer experience (CX) is an increasingly important strategic topic in the boardrooms of B2B companies in China and throughout the world. Despite the rapid development of the previous decades, the "growth first" principle of Chinese enterprises sometimes implies customer experience can be sacrificed. But CX leaders, globally and within ...
Raad, J. , Sharma, A. , & Nicolau, J. L. . 2023. Performance effects of innovation in two-sided markets: the paradigmatic case of otas. Tourism management. Google Scholar; Wang Jun. 2011. Measurement of the intensity of government R&D tax incentives in China and testing of their impact effects. Research management, 32 (9), 8. Google Scholar